回收喷涂生产线设备:喷涂线,喷漆线,喷油线,烤漆线,自动喷漆线,自动喷油线,自动喷漆机,UV线、水廉柜 、隧道炉、旋转式流水线,五金网带拉,插件线,喷粉柜,装配拉,烫金机,环保空调,恒温烤箱,悬挂线等。吊挂线,吊挂输送线,吊装线,吊装流水线,吊空线,吊空输送线,悬挂线,机器人喷涂线,喷涂生产线,自动喷涂线回收
尽管UV自动喷漆线技术具有诸多优势,但也面临一些挑战。例如,对UV涂料的配方和固化设备的要求较高,需要控制固化过程中的紫外光强度和时间。此外,UV涂料的成本相对较高,需要在成本和性能之间找到平衡。针对这些挑战,行业正在通过技术创新和工艺优化来提率和降低成本。
五、未来发展趋势
随着技术的不断进步和环保要求的提高,UV自动喷漆线技术的应用预计将进一步扩大。未来的发展方向可能包括提高UV固化的效率,开发更经济的UV涂料,以及整合更的自动化和智能化技术,以提高生产效率和涂装质量。
总结:
UV自动喷漆线技术凭借其率、环保性和的涂装质量,在现代制造业中扮演着越来越重要的角色。虽然面临一些挑战,但通过不断的技术创新和工艺改进,这一技术无疑将在制造业的表面处理和涂装领域发挥更大的影响。
回收喷涂生产线设备:喷涂线,喷漆线,喷油线,烤漆线,自动喷漆线,自动喷油线,自动喷漆机,UV线、水廉柜 、隧道炉、旋转式流水线,五金网带拉,插件线,喷粉柜,装配拉,烫金机,环保空调,恒温烤箱,悬挂线等。吊挂线,吊挂输送线,吊装线,吊装流水线,吊空线,吊空输送线,悬挂线,机器人喷涂线,喷涂生产线,自动喷涂线回收
涂装生产线主要由前处理电泳线(电泳漆是早开发的水性涂料,它的主要特点是涂装,经济安全,污染少,可实现完全自动化管理。涂装电泳漆之前需要进行预处理)、密封底涂线、中涂线、面涂线、精修线及其烘干系统组成。涂装生产线全线工件输送系统采用空中悬挂和地面滑橇相结合的机械化输送方式,运行平稳、快速便捷,采用PLC可控编程,根据生产工艺的实际要求编程控制——实行现场总线中心监控,分区自动实现转接运行。
涂装生产线全线各烘干系统的设计参照国外的设计理念和参数,采用不锈钢网链输送,运行平稳,烘道室体均采用桥式结构(密封底涂炉除外),了炉温的均匀性和稳定性,提高了热能的效益性;供热装置引进了加拿大科迈科公司的产品,选用进口的燃烧器和控制系统,经测试各烘干系统运行良好稳定,温度曲线平滑持续。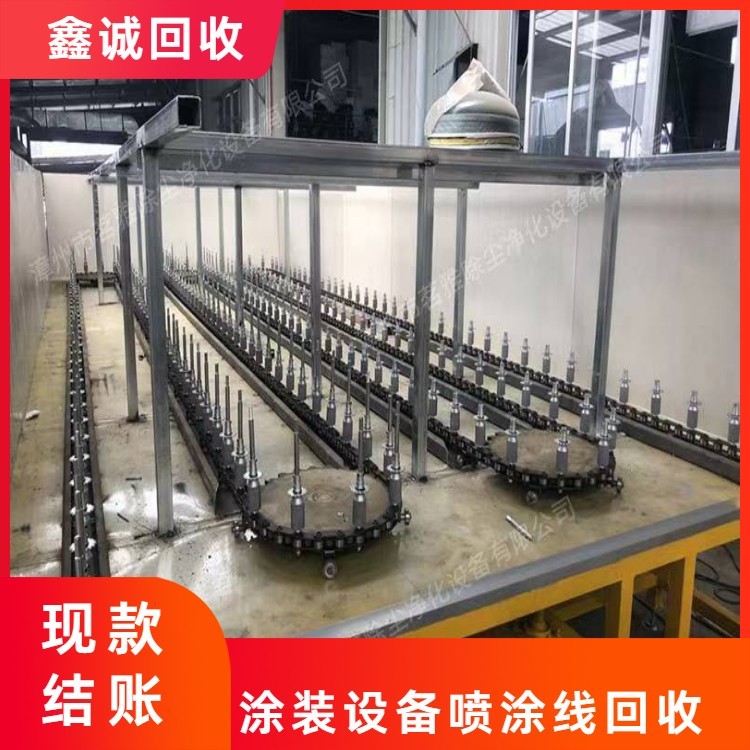
回收喷涂生产线设备:喷涂线,喷漆线,喷油线,烤漆线,自动喷漆线,自动喷油线,自动喷漆机,UV线、水廉柜 、隧道炉、旋转式流水线,五金网带拉,插件线,喷粉柜,装配拉,烫金机,环保空调,恒温烤箱,悬挂线等。吊挂线,吊挂输送线,吊装线,吊装流水线,吊空线,吊空输送线,悬挂线,机器人喷涂线,喷涂生产线,自动喷涂线回收
自动喷涂生产线的核心组成部分包括喷涂设备、输送系统、控制系统等。喷涂设备负责完成涂料的喷涂工作,其性能直接影响到涂层的质量和效果。输送系统则将待喷涂的工件输送到喷涂设备的工作区域内,确保工件能够按照预定的路径和速度进行喷涂。控制系统则是整个生产线的“大脑”,负责协调各个组成部分的工作,确保生产线的稳定运行。
全自动喷涂机是时代发展和科技发展的产物。随着自动化技术、计算机技术以及人力资本的持续增长,以往初的胶水的涂覆应用都是采用人工或者半自动涂覆方式,为此,全自动喷涂机顺应时代的需求油然而生。
空气喷枪按供料方式能够分为压力式、虹吸式和重力式三种。压力式喷枪经过压力罐或双隔阂泵的压力将涂料保送到喷枪。喷枪自身不带罐,减轻了喷枪重量,降低了操作工作劳动强度,合适连续外表不连续操作,防止加料惹起停工,进步工作效率,以到达佳喷涂质量。能够用任何位置和角度操作喷枪。虹吸式喷枪的下部带有涂料罐、紧缩空气在喷枪的前半部产生低压真空,大气压力就将涂料从涂料罐中吸到喷枪,涂料罐分为600ml和1000ml两种,可依据喷涂量的大小选用。喷枪通上紧缩空气就能工作,无须其他设备。但只能普通程度面操作,喷枪的倾斜受限制。虹吸式适用于各种涂料。
回收喷涂生产线设备:喷涂线,喷漆线,喷油线,烤漆线,自动喷漆线,自动喷油线,自动喷漆机,UV线、水廉柜 、隧道炉、旋转式流水线,五金网带拉,插件线,喷粉柜,装配拉,烫金机,环保空调,恒温烤箱,悬挂线等。吊挂线,吊挂输送线,吊装线,吊装流水线,吊空线,吊空输送线,悬挂线,机器人喷涂线,喷涂生产线,自动喷涂线回收
汽车工业往往面临较大的产能压力,因此保障生产线的生产质量是头等大事,如果汽车在生产当中出现瑕疵,那么再进行维修弥补会产生的成本损失。汽车涂装本身涉及多种化学材料的运用,操作手法要求很高,因此很少使用人工操作,绝大多数的汽车生产厂家都已经加装了自动化涂装机器人。每一种涂装材料的选择和使用都经过了大量的实验和试生产,确保在大程度上符合预期的设计参数,也能够平衡成本与营销的比重。涂装过程大致要经过五个步骤的处理,汽车要经过五次的反复烘烤才能达到好的效果。以下是详细的工艺介绍。
(一)底漆工艺
汽车涂装就如同化妆一样,在施加色彩之前,要进行打底工作。,汽车要在表面进行底漆的喷涂,处理的方式是直接喷涂。作为整个喷涂流程的基础,底漆要具有良好的物理性能,比如说要耐腐蚀、抗水性和抗温差性能较好,这样才不至于提早损坏。想要把底漆喷涂在车身表面,并且要与中漆进行良好的配合,需要借助阴极电泳漆的方式开展,当然,在进行阴极电泳的过程中,也会使用一些溶剂类型的底漆以及其他不同种类的底漆材料进行配合。需要注意的是,电泳喷涂是一项成本不低且技术要求的工艺,出于控制成本的考虑,企业可以使用溶剂型环氧类型的烘漆来代替,如果不具备相应的条件,也可以使用双组份环氧类型的底漆材料。总而言之,底漆工艺施工当中可供选择的喷涂工艺是比较多的,企业可以根据实际情况进行选择。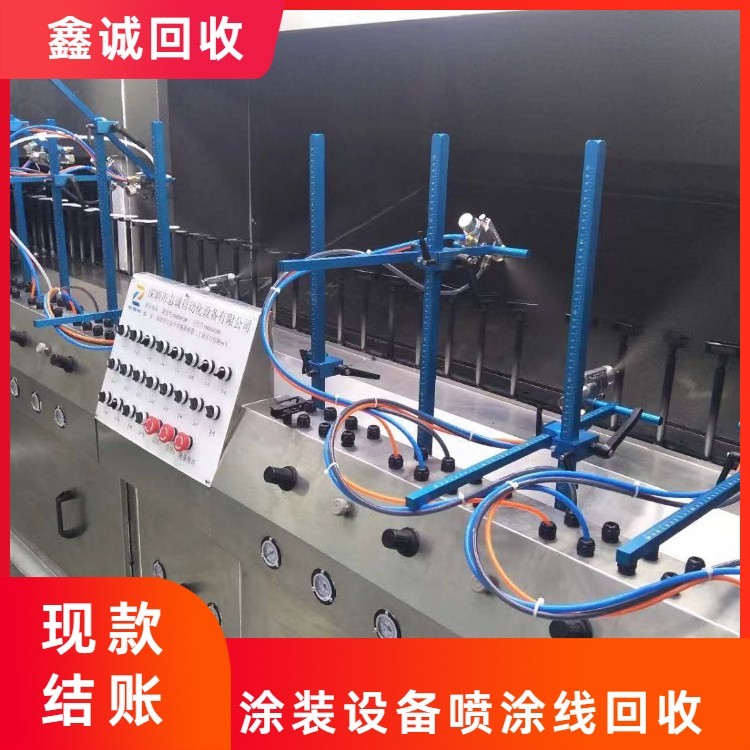
回收喷涂生产线设备:喷涂线,喷漆线,喷油线,烤漆线,自动喷漆线,自动喷油线,自动喷漆机,UV线、水廉柜 、隧道炉、旋转式流水线,五金网带拉,插件线,喷粉柜,装配拉,烫金机,环保空调,恒温烤箱,悬挂线等。吊挂线,吊挂输送线,吊装线,吊装流水线,吊空线,吊空输送线,悬挂线,机器人喷涂线,喷涂生产线,自动喷涂线回收
)涂装工作人员有必要经过防火安全知识的教育训练,并经考试合格后方能从事出产操作。
(2)涂装车间有必要树立严格的安全操作规程和防火制度,并随时查看贯彻执行情况,不能麻痹大意。
(3)涂装施工场所,禁止吸烟和禁止带着打火机、火柴等引燃之物。
(4)涂装车间需动火检修焊接时,有必要先办理动火同意手续,同意后应中止涂装作业。动火前应先将作业场地30米以内的漆垢及各种可燃物质清扫干净,漆桶、漆槽要加盖密封,其空气中有机溶剂蒸汽浓度不得爆破下限的1/3,以防动火时引起火灾。
(5)喷涂车间有必要设置强力通风设备,自然通风条件要好。调漆房、喷漆室以及烘干室,除应设部分通风外,还应随时测定混合气体浓度,以防到达风险极限。如有火灾风险,立即关闭通风设备。
(6)涂装车间除了进行出产直接需求的资料外,不得积存大量易燃及可燃资料,避免引起火灾。
(7)防撞击火花。在涂装和涂装车间内禁止进行可以发生火花的工作不能用铁棒敲打开封的金属漆桶,不要穿带铁钉的鞋和使用易产生火花的工具。需要敲打时,使用铜制工具,可避免撞击火花的产生。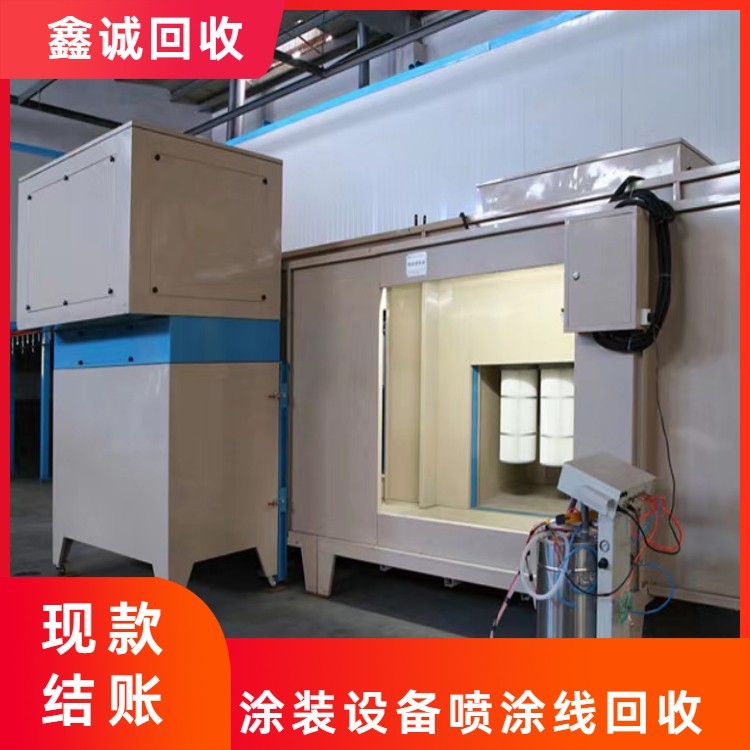
回收喷涂生产线设备:喷涂线,喷漆线,喷油线,烤漆线,自动喷漆线,自动喷油线,自动喷漆机,UV线、水廉柜 、隧道炉、旋转式流水线,五金网带拉,插件线,喷粉柜,装配拉,烫金机,环保空调,恒温烤箱,悬挂线等。吊挂线,吊挂输送线,吊装线,吊装流水线,吊空线,吊空输送线,悬挂线,机器人喷涂线,喷涂生产线,自动喷涂线回收
载货汽车车桥是非常重要的底盘零件,承担着传动、承载等功能,主要有冲焊桥与铸造桥两种类型。涂层要求具有良好的防腐性,如,有的厂家要求车桥总成(外表面)涂层厚度≥50 μm、耐中性盐雾≥168 h,有的厂家要求车桥总成(外表面)涂层厚度≥60 μm、耐中性盐雾≥240 h。
国内载货汽车车桥总成涂装普遍采用总成喷漆工艺。由于车桥总成的热容量大,部分配件(油封、垫圈等)不能耐高温,一般选用低温烘烤型防腐涂料,溶剂型涂料有氯化橡胶、氯醚、氯磺化等品种,水性涂料有丙烯酸改性环氧酯、丙烯酸改性醇酸等。目前,低温烘烤型单组分水性防腐涂料应解决涂层的干燥速度慢,涂层初始硬度低的问题。车桥做为载货汽车底盘的典型零件,要求涂层具有良好的防腐性的同时,有的产品也考核耐候性,单涂层体系需要防腐涂料在配方设计上综合考虑。车桥产品采用“环氧防腐底漆+丙烯酸聚氨酯面漆”的双涂层体系,涂层综合性能。
为了提高喷涂效率、喷涂质量,产量较大的车桥总成涂装线采用地桩式喷涂机器人,高压无气或混气喷涂工艺。由于车桥外观形状与结构比较复杂,通常采用“机器人+人工”的喷涂方式,人工喷涂的目的是弥补机器人喷涂无法达到或喷涂不到位的区域,以提高整体喷涂质量。对于外观质量要求不高的非重要部位,可以使用漆刷进行点补或刷涂。
由于车桥总成零部件品种较多,需要加强对毛坯与零部件的底漆质量管控,选用防腐性能优良的底漆;车桥总成装配后难涂装或涂不到涂料的部位,需要结合零部件特点进行涂装工艺改善或防锈处理;车桥总成喷漆前应进行脱脂、磷化处理,水洗工序应考虑防锈,避免工件工序间生锈;根据车桥产品及后续装配要求,应对突缘、车轮螺栓、安装孔等部位进行遮蔽处理。