化工行业中的粉体产品种类多,粉体产品的粒子特性(如粒径、密度、形状、硬度和脆性),以及散料特性(如堆积密度、粒径分布、空隙率、流动性、透气性、存气性/去气性、休止角、内摩擦角、壁摩擦角、滑动角、可压缩性、黏性、吸潮性、含水率、温度、静电特性、热敏感性和自然分解等)各不相同,化工特性又涉及可燃性、 爆炸性、腐蚀性和毒性等,这些限制了部分粉体输送设备在化工行业的推广应用。
近年来管链输送机在PTA等行业应用比较成熟,目前在类似的流量小、流动性好的粉粒体输送中应用较多,因内部设置有链条、 输送盘及转角链轮等机构,近年来涌现出不少针对输送盘、链条、张紧装置等的研究成果,解决了管链输送机制造和使用中的部分问题,有利于管链输送机的推广使用。
正压气力输送设备以前在电厂输灰装置中应用较多,其密闭输送、易于布局等特点以及近年来国家对环保的要求促使其在化工行业逐步得到推广应用。不过粉体储存和气力输送过程中产生的静电及其消除问题仍旧没有完善的理论体系,尚需进一步的研究。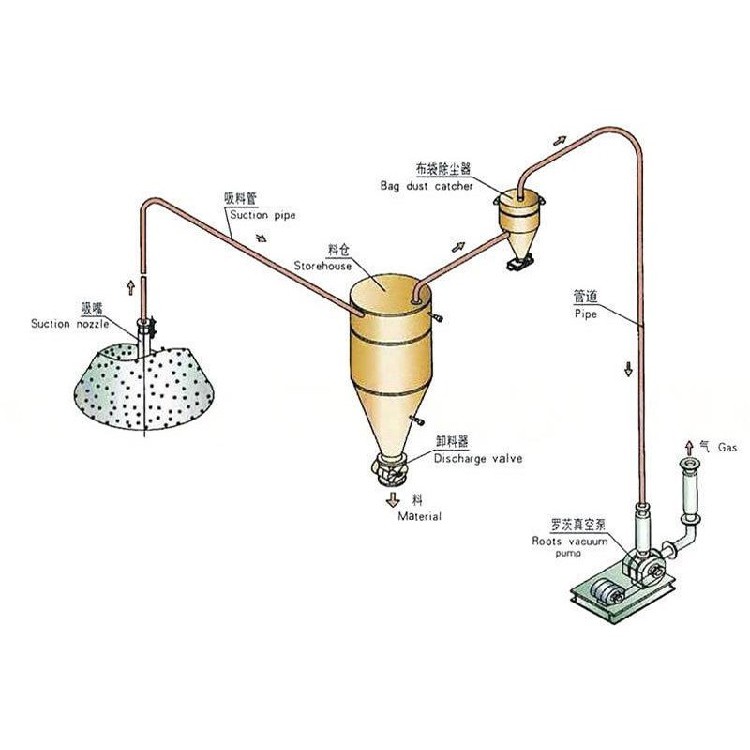
目前国内用于化工行业粉体输送的设备主要有螺旋输送机、管链输送机和正压气力输送设备。各种粉体输送设备各具优、缺点,在能耗、输送能力、设备布局及适用类型等方面存在较大差异,选取粉体输送设备时需兼顾各方面性能,既要综合考虑物料的理化特性,还要满足实际生产的输送能力和指标要求。
由于气动输送机是封闭的,因此在输送物料时不会有过多的部件。 真空输送系统在接收端控制真空,以便将物料拉过封闭管道,而正压粉体气力输送系统则在引入处或系统入口注入压缩空气,以推动物料通过管道。粉体气力输送系统是一种不同于机械输送机的集成设备,应根据其不同的特点和优点加以区分。对于选择稀相粉体气力输送系统或密相输送机,需要根据具体的应用选择佳的气力输送系统方式。
气力输送有哪些优势?
1.可实现散料输送,,降低包装和装卸运输费用,降低成本; 2.输送的物料不受气候和管道布置周围条件的影响,生产车间的布置也比较容易;
3.在输送过程中可以实现多种工艺操作,如混和破碎、分级、除湿干燥、冷却除尘和某些化学反应;
4.全封闭管道输送,无粉尘飞扬、无泄漏,环境卫生条件好,还能够避免物料返潮、污损或混入其他杂物,可以输送物料的质量。
5.设备简单,输送管道能灵活布置,输送距离长,占地面积小,甚至可以充分利用空间,设备的投资和维护费用少;
6.输送量不拘大小,需要的操作人员都较少,维护保养方便,还可实现