内蒙古包头激光熔覆设备
-
¥560000.00
及时发货
交易保障
卖家承担邮费
宽带激光熔覆修复轴后的性能特点
采用宽带激光熔覆修复技术修复轴类具有以下性能特点:
1、结合强度高:宽带激光熔覆修复技术可以将合金粉末或陶瓷粉末等结合在一起,材料与轴的母材紧密结合,形成致密的结合层,从而明显提高轴的耐磨性和抗疲劳性能轴。
2、耐磨性能:通过选择耐磨性能的合金粉末或陶瓷粉末等材料作为熔覆层材料,可以显着提高轴的耐磨性能,从而延长轴的使用寿命。
3、增强耐腐蚀性:采用宽带激光熔覆修复技术,可以在轴的外表面形成耐腐蚀性能的修复层,从而有效防止腐蚀介质对轴的侵蚀。
4、热影响区小:宽带激光熔覆修复技术采用高能宽带激光束作为热源,热影响区小,从而轴的其他部位不被损坏。
5、修复:可采用宽带激光熔覆修复技术对轴类零件进行修复,从而显着提高修复效率,降低修复成本。
油田的工作条件比较恶劣。许多金属零件长期在重负荷下工作,伴随着腐蚀、摩擦和磨损,导致其过早失效。缩短其使用寿命。停产检查、更换新件,不仅增加材料成本,而且影响油田生产,造成多方面损失。油田许多金属零件摩擦副的磨损间隙都在近毫米量级。但常规表面技术的处理层较薄,导致磨损件表面修复困难,限制了这些技术的应用范围。
激光熔覆技术作为一种新型的表面工程技术,已经在许多领域得到了广泛的应用。在油田中,激光熔覆主要应用于石油钻杆、抽油杆、石油管道等方面。下面我们将分别介绍这些应用。
1、石油钻杆
石油钻杆是石油钻井作业中钻遇地层的重要工具之一。由于钻杆在井下受到冲击、摩擦和腐蚀,其表面容易出现裂纹、磨损和腐蚀等问题,严重影响钻井作业的安全和效率。了解决这一问题,激光熔覆技术被广泛应用于石油钻杆的表面强化与修复。
通过激光熔覆技术,在钻杆表面形成一层硬度高、耐腐蚀、耐磨损、耐高温的涂层,可显著提高钻杆的性和使用效率。同时,激光熔覆技术还可以修复钻杆表面的损伤,延长钻杆的使用寿命,降低更换成本。
2、抽油杆
抽油杆是油田采油的重要工具之一。由于长期受到来自地下原油的腐蚀和摩擦,抽油杆容易出现磨损、裂纹、变形等问题,严重影响了原油的开采和提率。为了解决这一问题,激光熔覆技术被广泛应用于抽油杆的表面强化与修复。
经过激光熔覆技术,在抽油杆表面形成一层高硬度、高韧性的涂层,可显著提高抽油杆的度和使用效率。激光熔覆技术还可以修复抽油杆表面的损伤,延长抽油杆的使用寿命,降低更换成本。
3、石油管道
输油管道是石油生产中不可缺少的重要设施之一。由于输送的原油中往往含有腐蚀性物质,这些物质会对管道造成腐蚀和破坏,严重影响石油生产的安全和稳定。因此激光熔覆技术被广泛应用于输油管道防腐和修复。
通过激光熔覆技术,可以在管道内外表面形成一层具有高耐腐蚀性能的涂层,显著提高管道的耐久性和安全性。同时,激光熔覆技术还可以对管道表面的损伤进行修复,避免了管道泄漏等事故的发生,降低了维修成本。
总之激光熔覆技术在油田的应用可以在抽油机上得到实现,大大提高了设备的寿命及安全性,也给企业带来的益处,降低了成本。
激光熔覆技术的特点:
1、涂层结构均匀、细化、缺陷率低;
2、涂层硬度高,可达50~62HRC,具有优良的耐磨性和耐腐蚀性;
3、涂层与基体之间存在冶金结合,结合强度高;
4、根据不同情况,涂层厚度可达0~10mm;
5、涂层材料可以是金属和合金,也可以是金属陶瓷;
6、基材为各类钢和铸铁,也可以是其他金属和合金材料;
7、可形成由基层、中层、外层组成的成分和硬度梯度涂层;
8、基材热影响区小,热变形小;
激光熔覆技术优点:
1、稀释率较低;基材上热影响区小;
2、与基体形成冶金结合,结合强度达95%以上;
3、熔覆层与基体均匀,无粗大铸造组织;
4、熔覆层及其界面结构细小,晶粒细小;
5、无空洞、夹杂裂纹等缺陷;
6、激光加工时基材表面仅轻微熔化,激光加工后不存在热变形;
7、熔覆层与基底润湿性好,结合强度高,易于实现自动化;
激光熔覆同步送粉智能设备技术
送粉设备作为熔覆设备的核心元件之一,其性能的好坏将直接影响熔覆层的质量,随着激光熔覆技术的飞速发展以及对熔覆层的加工精度和质量要求的提高,开发的送粉设备对激光熔覆加工显得尤为重要。
为此,西安国盛激光科技凭借自身的技术及研发实力,研制出适用于速激光熔覆同步送粉智能设备。该智能送粉设备系列为满足激光熔覆以及速激光熔覆的送粉精度而生。在高功率大送粉量的服役工作中保持稳定性的同时,也能够在精密送粉工艺中发挥其到的微量送粉功能。
单工位熔覆淬火设备机床采用全HT铸造床身,结构稳定,减震性高,PLC控制具有“友好”的人机对话界面,四轴机构(X、Y、Z、旋转轴)可实现联动;单工位设计、结构简单、操作方便;全水冷熔覆/淬火头可实现24小时连续作业;该设备大回转直径Ø600mm,装夹工件大长度3000mm,大承载能力3T;可实现轴类、盘类零件的外圆熔覆/淬火,也可对内孔进行熔覆/淬火。
目前,激光熔覆技术发展迅速,日趋成熟,正走向推广应用阶段。激光熔覆技术是绿色再制造技术的重要支撑技术之一,是符合国家可持续发展战略的高新技术。中国科学家在基础理论研究方面处于国际水平,为激光熔覆技术的发展做出了贡献。但另一方面,激光熔覆技术的应用水平和规模还不能满足市场需求。解决工程应用中的关键技术,研制特种合金粉末系统,研制送粉装置和技术,系统研究无损修复方法,建立质量和评价体系,加大力度,培育工程应用有信可依的在制造业市场竞争日益激烈的今天,激光熔覆技术有着的潜力。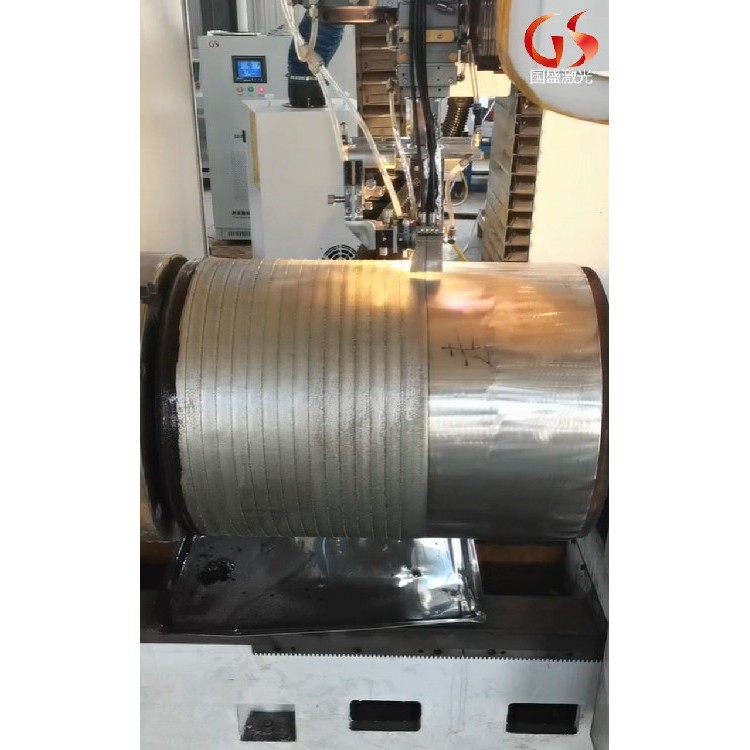
一、激光熔覆工艺两步法(默认方法)
这种方法是在进行激光熔覆工艺之前,将熔覆材料放置在工作表面上,然后用激光将其熔化和凝结形成熔覆层。
预置覆层材料的方法有:
1、预涂:一般用手涂经济方便。工件表面干燥后,进行激光熔覆。但这种方法生产效率低,熔覆层厚度不一致,不适合大批量生产。
2、预置片:在熔覆材料的粉末中加入少量粘结剂,模压成片状,放在工件需要熔覆的部位,然后进行激光处理。这种方法粉末利用率高,质量稳定,适用于一些深孔零件,如小直径阀体。使用这种方法可以获得的涂层。
二、激光熔覆工艺一步法(同步法)
这是在激光束照射工件的同时,将熔覆材料送到激光活性区的过程。有两种方法:
1、同步送粉法:采用特殊的喷射送粉装置,将单一或混合粉末送入熔池,通过控制送粉量和激光扫描速度来调节熔覆层厚度。由于松散粉末对激光的吸收率大,热,可以获得比其他方法更厚的熔覆层,易于实现自动化。
2、同步送丝法:该方法的工艺原理与同步送粉法相同,只是将包覆材料预先加工成丝或填充丝。这种方法方便,不浪费材料,更容易熔覆层成分的均匀性,特别是当熔覆层为复合材料时,熔覆层的质量不会因成分的不同而受到影响.粉末比重或粒径,通过线材预热精细处理,可提高熔覆率。但线材表面光滑,对激光的反射强,激光的利用率比较低;另外,线材制造工艺复杂,品种规格少。