四川巴中激光淬火设备价钱
-
¥350000.00
及时发货
交易保障
卖家承担邮费
激光淬火优势:
1.激光淬火设备容易操作,在金属表面进行加热和冷却,具有速度快、热影响小、变形小等特点,适用于表面热处理;
2.激光淬火可以替代传统淬火工艺,适用于多个工件的淬火;
3.可以控制表面和深度温度场的分布,对不同材料的淬火深度可以实现可调节;
4.对工件进行局部淬火时,激光束不会直接加热到工件的表面,而是通过焦点区域作用于工件的表层。这种方法能工件表面和内部的均匀淬火,防止产生马氏体、珠光体等组织;
5.激光淬火可提高材料的耐磨性、抗疲劳强度和抗蚀能力;
6.激光淬火可以使材料的力学性能达到佳状态,如弹性模量和抗拉强度。
与普通热处理相比,激光淬火技术具有以下特点。
1、加热速度极快,工件热变形极小。由于激光功率密度高,加热速率可达1010℃/s,热影响区小,工件热变形小。
2、冷却速度非常快。在工件有足够质量的前提下,冷却速率可达1023℃/s;不需要冷却介质,通过从表面向内部的热传导进行自冷淬火。
3、工件经激光淬火后,表面获得细小的马氏体组织,具有较高的表面硬度(比普通淬火硬度值高15%~20%)和较高的疲劳强度(表面有残余压应力以上) 4000MPa)。
4、由于激光束的扫描(加热)面积很小,可以加工形状复杂的工件(如小凹槽、盲孔、小孔、薄壁件等)或局部加工加工非常,还可以根据需要对同一零件的不同部位进行不同的处理。
5、不需要加热介质,不会排放气体污染环境,有利于保护环境。
6、节能,且工件表面洁净,处理后无需打磨,可作为工件精加工的后一道工序。
激光表面淬火的大缺点是激光发生器价格昂贵。
由于激光表面淬火的上述优点,虽然研制时间短,但进展快,已成功应用于一些机械产品的生产,如变速箱齿轮、发动机缸套、轴承套圈和导轨等。铁轨等等。
拉丝模淬火凸R位置及板料流量大的表面需要有高耐磨性,即高硬度。
由于淬火面积较大,常规的火焰淬火或感应淬火会造成工件较大的热变形,导致无法模具的精度,进而需要添加其他工艺手段来,这必然导致模具加工周期长,且容易出现硬度不稳定的情况。因此,我们改用激光淬火的方法,使工件的变形很小,甚至没有变形,不需要增加其他工艺手段就可以满足质量要求。
我们采用激光淬火对某车型的车门内板进行淬火,通过蓝光扫描检测淬火前后的表面变化,激光淬火后的模具表面能够满足精度要求。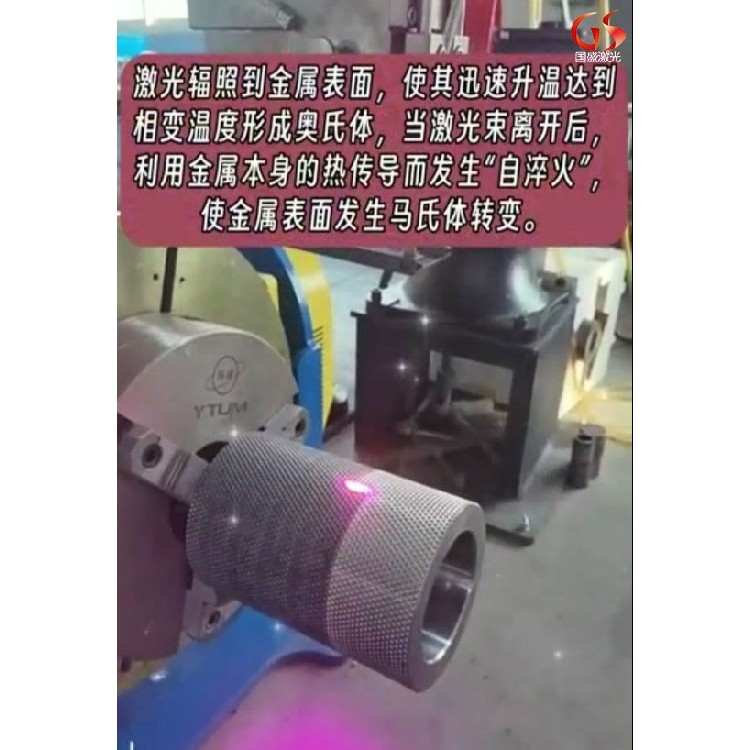
激光淬火的特点以及几种不同的表述方式:
1、加工:通过快速加热(105~106ºC/s)和快速自冷(105 ºC/s)的方式,可以提高扫描速度和生产率,从而取代传统的淬火方式。
2、 淬火质量均匀可控:激光相变硬化相比常规相变硬化具有更高的硬度,可获得极细的硬化层组织。采用大功率的激光器,可以实现硬化层深达2mm。淬火质量可以控制,并且激光相变硬化比常规相变硬化更具有优势,硬化层可以更细,同时采用大功率激光器可以提高硬化层的深度至2mm。
3、加工变形小:由于激光加热速度快,所以热影响区相对较小。这导致相变硬化应力和变形相对较小。
4、淬火区域可选: 可以用于淬火的区域有多种选择,能够对形状较为复杂的零件,以及无法使用其他常规方法进行处理的零件进行硬化处理,例如带有凹槽的零件等。
5、自动化程度高:工艺过程可以通过计算机控制实现自动化,从而实现高自动化程度。这种高自动化程度使得产品生产过程可以纳入自动化流水线中,从而提高生产效率。
6、绿色环保: 激光相变硬化热量传导自冷,无需使用水、油等冷却介质,也无需添加功能合金材料,实现了环保和节能。
激光淬火技术在钢材上的应用:
激光淬火具有柔性灵活、质量稳定、定位准确、工件变形小、应力低等特点,适用于机械制造、冶金、煤矿、石油、石化、兵器、航空航天等领域。激光淬火深度一般为0.8~1.0mm,硬度比传统淬火高2~3HRC。国盛激光研发的激光淬火设备淬硬层深度可达2mm。例如大型阀座淬火深度为1-3mm。 75CrMo轧辊淬火深度为2mm,硬度由HS40提高到HS85,使用寿命提高6倍。汽轮机叶片三维曲面激光硬化层深度、硬度均匀,0.2~0.8mm可控,硬度HV400~490可控。瓦楞辊经激光淬火后使用寿命提高5倍。
西安国盛激光淬火设备采用激光器,工业机器人及控制系统,组成多轴联动的柔性激光加工系统。根据零件的形状及工艺需求,定制机型。现在又研发出了八轴淬火设备和移动式激光淬火设备,更方便了不能移动式工件的加工修复
齿轮激光淬火优点:
1、特殊优点:齿轮经过激光淬火后,齿面硬,根软。
2、耐磨性高:经过激光淬火处理的齿轮硬度高,金相组织细密,比传统淬火工艺具有更好的耐磨性。激光淬火使组织产生压应力,提高齿轮的抗疲劳能力。
3、变形小:激光淬火齿轮齿形变形在0.01mm以内,无裂纹,并能保持原有的表面粗糙度。激光淬火后的齿轮可直接安装使用。
4、生产周期短:由于激光淬火变形小,一般不需要再次磨削齿轮,简化了生产工艺,提高了生产效率,降低了生产成本。
5、扩大齿轮材料选择范围:可采用钢种制造齿轮,并可通过激光淬火提高齿面硬度,使用要求。