东莞谢岗镇有没有热收缩包装机回收电话
-
面议
及时发货
交易保障
卖家承担邮费
根据市场调查,热收缩包装机应用非常的广泛,也吸引了众多企业的关注及使用.收缩包装是目前国际市场上较的包装方法之一,它是采用收缩薄膜包在产品或包装件外面,然后加热,使包装材料收缩而裹紧产品或包装件,充分显示物品的外观,提高物品的展销性,以增加美观及价值感;同时,包装后的窝棚能密封、防潮、防污染,并保护商品免受来自外部的冲击,具有一定的缓冲性,尤其当用器皿的包装时,能防止窗口破碎时飞散,此外,可减低产品被拆、被窃的可能性;相似于打包机收缩薄膜收缩时产生一定的拉力,故可把一组要包装的物品裹紧起到绳带的捆扎作用,特别适用于多件物品的集合与托盘包装。故热收缩机可广泛应用于各种小商品的包装。
产品优点
① 采用远红外线直接加热;
② 设备体型小巧,预热时间短、省电;
③ 电子无级变速调温;
④ 收缩不影响包装物品的品质而能收缩包装;
⑤ 适用于规则或不规则物品的包装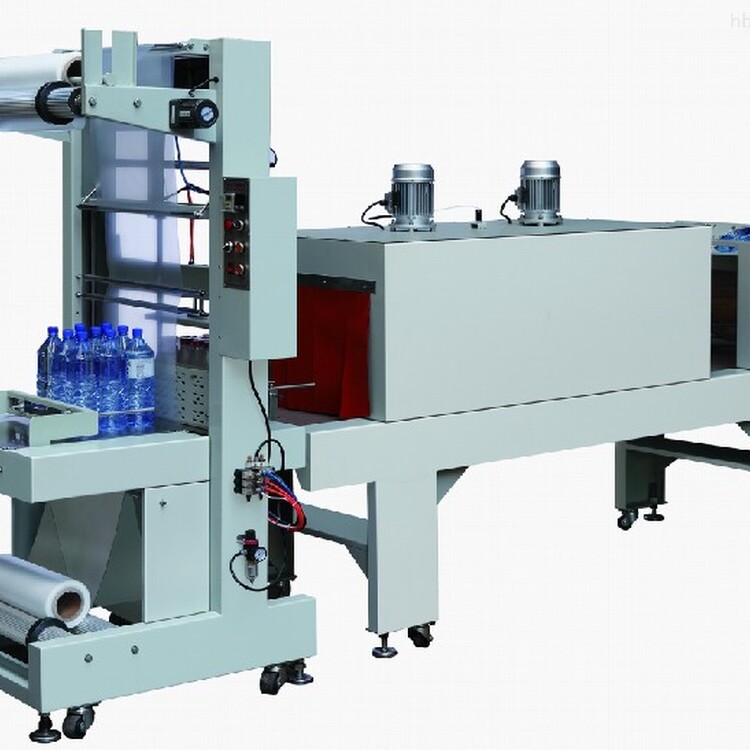
热收缩包装机在包装生产的时候,包装部位升温缓慢或不能打到标准包装温度(摄氏160度以上),出现这种问题可使包装不能达到预期的包装目的。加热过程靠得是加热器,应该先检查加热器主电源线路,加热器的线路是主电源线经过一个吸磁开关再到电热管,所以应先检测吸磁开关各接点是否正常。线路没有通过其中一个相位,则会出现以上现象。如吸磁开关正常,可再检查电表,看各相位与机器的欧姆值是否相同。如果正常应为短路。如各相位均接通但线路或电热管仍然异常,则需更换加热器。
在进行多物件集束包装时,设备无法探测到被包装物体,包装时对包装造成损害,使包装工作无法进行,出现这种情况是因为,热收缩包装机在进行集束包装时物件中间的间隙影响到了电眼的探测,只需要对热收缩包装机的电眼探测角度调整为斜角即可,避免以上现象的产生。
工艺流程
1、 对机器设定好加热时间
2、 按下手动者自动按钮后,齿条汽缸电磁阀得电输出推动齿轮,齿轮带动链条,此时齿条汽缸后位接近开关断开。当齿条汽缸运行到上止点时,齿条汽缸的前位接近开关导通,烘箱汽缸电磁阀得电输出。
3、 烘箱汽缸运行到上止点时,定时器启动开始延时,齿条汽缸电磁阀断电。
4、 定时结束,烘箱汽缸电磁阀断电。
5、 依据工作方式标志位,决定是否继续下一个工作流程。
1、中文触摸屏控制,操作更简单;
2、产品包装,打印日期一次完成。节省时间,节省成本;
3、优化构造设计,拆装,清洗更方便;
4、横、纵封温度立控制,更好适应各种包材;
5、智能设计,无下料时,不包空装;
包装方式
两端开放
它是用筒状膜或平膜先将被包装物裹在一个套筒里然后再进行热收缩作业,包装完成后在包装物两端均有一个收缩口。
四面密封
将产品四周用平膜或筒状膜包裹起来,接缝采用搭接式密封。用于要求密封的产品包装。
一端开放
托盘收缩包装是一典型实例,先将薄膜制成方底大袋,再将大袋自上而下套在堆叠商品托盘上,然后进行热收缩。将装好产品的托盘放在输送带上,套上收缩薄膜袋;由输送带送入热收缩通道,通过热收缩通道后即完成收缩包装。其主要特点是产品可以以一定数量为单位牢固地捆包起来,在运输过程中不会松散,并能在露天堆放。
热收缩包装机的温度和速度有效的配合能够提高包装效率,一般情况下热收缩包装机的速度越高,为了减少产品在收缩炉内的时间,避免热收缩膜长时间受热变形,或者加热过多收缩膜容易出现破洞的现象,所以温度越高也就间接的要求热收缩包装机的输送速度越快,进而热收缩包装机的收缩速度越快。热收缩包装机的包装速度也和热收缩膜的厚薄,收缩率有关系,收缩膜越后就就要求热热收缩包装机的温度越高,或者输送速度越慢。收缩率与热收缩膜的质量,经过加热和降温的过程使热收缩膜在原有的面积比例上缩小。
热收缩包装机是目前市场上使用比较多的一种包装机,它主要实现对产品进行薄膜包装,好的收缩效果是表面没有褶皱,光滑平整,一旦出现褶皱基本就是收缩效果不良的表现了,影响收缩效果的因素,其中包括膜的材质、温度、速度以及封口效果等等。
理论上来讲,输送方向不应该影响热收缩包装机收缩效果,但是对于一些特定的机型和一些特定的包装物,收缩效果的确会有影响
1、袖口包装。袖口包装的原理是产品进入炉道之后,炉道里面的风迅速将膜吹鼓起来,然后通过冷却收缩慢慢贴附到物体表面。通过这个相信您已经得到答案了,这种情况下,如果产品是沿着炉道方向进入的,那么袖口就在前后两个方向了,这样的情况膜没有办法吹的鼓起来,自然就收缩不出好效果。
2、横向防止效果更加。这种情况针对的是普通收缩炉,普通收缩炉它的加热管是排布在机器的两侧的,针对一个长方向物品,如果横向放置,受热的面积更大一些,因此收缩的效果要比纵向放置更加。
综上所述,输送方向对于热收缩包装机收缩效果的影响是显而易见的,因此用户在使用的时候要特别的注意,如果有不懂的地方,可以多向厂家咨询,避免产生大量废品,影响生产。