黑龙江“TJKJ”牌石墨电极价格,聚兴碳素石墨电极
-
面议
及时发货
交易保障
卖家承担邮费
石墨质柔软,为黑灰色。 硬度为1~2,随着垂直方向杂质的增加,硬度增加到3~5。 比重为1.9~2.3。 比表面积范围集中在1-20平方米/g,阻氧条件下熔点在3000℃以上,是耐温性高的矿物之一。
石墨电极按质量指标高低可分为普通功率、高功率和功率,石墨电极能耗少,节约每炼钢能耗,节约生产成本。 石墨电极是低消耗和低污染产品,在提倡节能减排环保的今天,具有十分重要的社会意义。
随着高新技术的发展,石墨材料制备技术不断完善,满足不同电火花加工需求的石墨材料层出不穷,市场上诞生了石墨高速铣削机床,数控电火花加工机床的石墨放电性能也全面提高。 目前,在制造技术的欧洲,模具企业90%以上的电极材料采用石墨。 航天、汽车、家电、电子等模具已广泛采用石墨作为电极材料,这种显著变化得益于其可实现、的加工等诸多优点。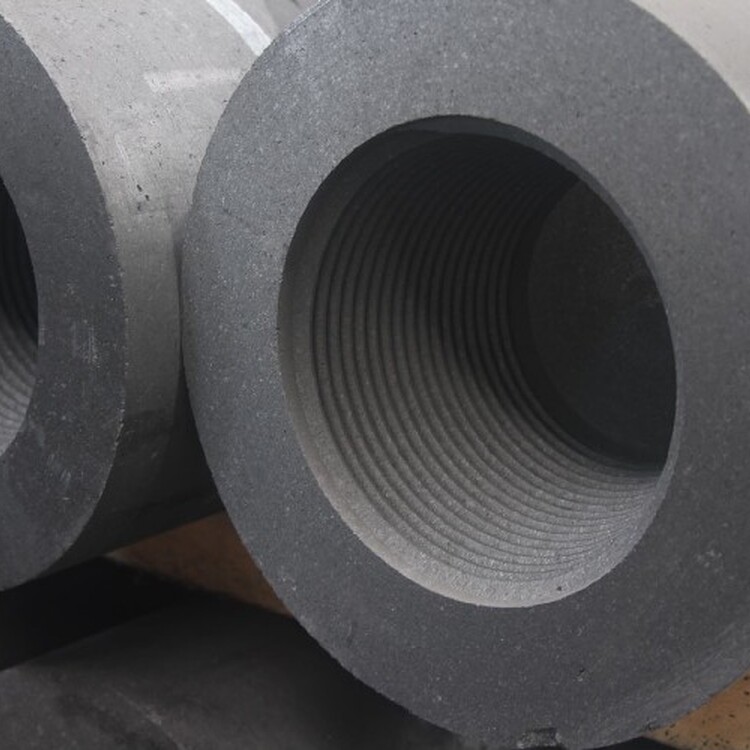
石墨电有能够耐受大电流条件的特性,另外,在适当的粗加工设定条件下,含碳元素的钢工件的加工时产生的腐蚀物和在工作液的高温下产生的分解物中的碳粒子,由于极性效果,一部分腐蚀物、碳粒子附着在电极表面而形成保护层,粗加工中的石墨电极的损失极小。
石墨材料的热膨胀系数小,铜材料的热膨胀系数是石墨材料的4倍,因此在放电加工中石墨电极与铜电极相比难以变形,能够得到更稳定可靠的加工精度。 特别是在加工深而窄筋的部位的情况下,如果局部变高,则铜电极容易产生弯曲变形,但石墨电极不会这样; 对于长宽比大的铜电极,在加工设定时需要通过修正一定的热膨胀值来修正尺寸,但不需要石墨电极。
石墨材料的密度小于铜,相同体积的石墨电极的重量只有铜电极的1/5。 体积大的电极使用石墨材料非常合适,大大减轻了电火花加工机床主轴的负荷,避免了由于重量大导致电极安装不方便、加工过程中出现偏航位移等问题,表明在大型模具加工中使用石墨电极是有意义的。
石墨电极优点
(1)模具几何形状的日益复杂化以及产品应用的多元化导致对火花机的放电度要求越来越高。石墨电极的优点是加工较容易,放电加工去除率高,石墨损耗小,因此,部分群基火花机客户放弃了铜电极而改用石墨电极。另外,有些特殊形状的电极无法用铜制造,但石墨则较容易成型,而且铜电极较重,不适合加工大电极,这些因素都造成部分群基火花机客户应用石墨电极。 (2)石墨电极容易加工,且加工速度明显快于铜电极。 例如,铣削工艺加工石墨时,其加工速度比其他金属加工快2~3倍,而且不需要额外的人工处理,但铜电极人工压伤。 同样,如果使用高速石墨加工中心制造电极,速度快,,也不会产生粉尘问题。 在这些加工过程中,选择合适硬度的刀具和石墨,可以减少刀具磨损和铜电极破损。 石墨电极和铜电极铣削时间具体比较,石墨电极比铜电极快67%,一般电火花加工中采用石墨电极的加工比采用铜电极的加工快58%。 这样可以大幅缩短加工时间,同时也降低了制造成本。
(3)石墨电极与以往的铜电极的设计不同。 许多模具厂对铜电极的粗加工和精加工通常有不同的预留量,而石墨电极使用基本相同的预留量,减少了CAD/CAM和机加工的次数。 只有这个理由,才能大幅度提高模具型腔的精度。
石墨化工序是石墨电极生产的关键工序,但连接石墨化工艺是国际技术,是国内技术。 采用该技术进行石墨化加工,不仅质量好,而且可以节约大量电能,其每吨能耗为3200度,与传统石墨化工艺相比,每吨可节电1000度以上,大大降低生产成本。
石墨电极的运输和贮存:
1、吊运或倒运电极时,要小心操作,防止由于电极倾斜造成滑落,打坏电极。
2、为电极端面和电极螺纹的良好,请不要直接用铁钩钩挂电极两端孔吊运电极。
3、装卸接头箱子时,要轻拿轻放,以防磕碰接头,造成螺纹损伤。
4、请不要把电极和接头直接堆放在地面上,要放在木方或铁架上,要防止电极碰损或粘上泥土,暂时不用的电极和接头,不要把包装物去掉,要防止灰尘、杂物落到螺纹上或电极孔内。
5、电极在库房内贮存要摆放整齐,电极垛两侧要垫好,以防滑垛。电极的堆放高度一般不超过2米。
6、存放的电极要注意防雨、防潮。受潮湿的电极,使用前要烘干,以免炼钢时电极产生裂纹和增加氧化。
7、存放电极接头不要靠近高温处,以防温度过高使接头栓熔化。