恩施80×80镀锌六角管穿布管80×80镀锌六角管加工
-
≥100吨¥4050.00
-
50-100吨¥4050.00
-
1-50吨¥4150.00
及时发货
交易保障
卖家承担邮费
恩施80×80镀锌六角管 穿布管 80×80镀锌六角管加工
山东鑫悦达钢铁有限公司一家从事异型钢管生产销售一体化企业,公司坐落于山东聊城汇通物流园。
异型钢管连续法磁粉探伤的实际操作次序①预备处理,消除钢件表层植物油脂、污渍、氧化皮等,使钢件表层整洁;②将异型钢管放置于适度的部位并浇上磁悬液;③明确磁化电流量并在接电源磁化的另外释放磁悬液;④先终止释放磁悬液后终止接电源磁化;⑤观查并纪录探伤结果;⑥对去磁的钢件开展去磁;⑦后处理工艺,将历经探伤的钢件归类堆积。剩磁法磁粉探伤的操作流程是:①预备处理;②接电源磁化;③释放磁悬液;④观查并纪录探伤结果;⑤去磁;⑥后处理工艺。异型管定做冷拔异型管批发钢管异型管可分为椭圆形异型钢管、三角形异型钢管、六角形异型钢管、菱形异型钢管、八角形异型钢管、半圆形异型钢圆,不等边六角形异型钢管、五瓣梅花形异型钢管、双凸形异型钢管、双凹形异型钢管、瓜子形异型钢管、圆锥形异型钢管、波纹形异型钢管。
控制母材和焊接材料中的碳、硫含量,减少熔合比,增大焊缝的成形系数等都有利于防止焊缝金属产生热裂纹。冷裂纹导致钢材产生焊接冷裂纹的三个主要因素是钢材的淬硬倾向,焊缝的扩散氢含量和接头的拘束应力,其中淬硬倾向是决定性的。一般认为碳当量CE<.4%的钢材焊接时基本上无淬硬倾向,焊接性良好。σs=295~39MPa的热轧钢如9Mn、O9MnN12Mn等基本属这一类。除钢板很厚、环境温度很低的情况外,也和焊接低碳钢一样一般不需要焊前预热和严格控制焊接热输入,也不会引起冷裂纹。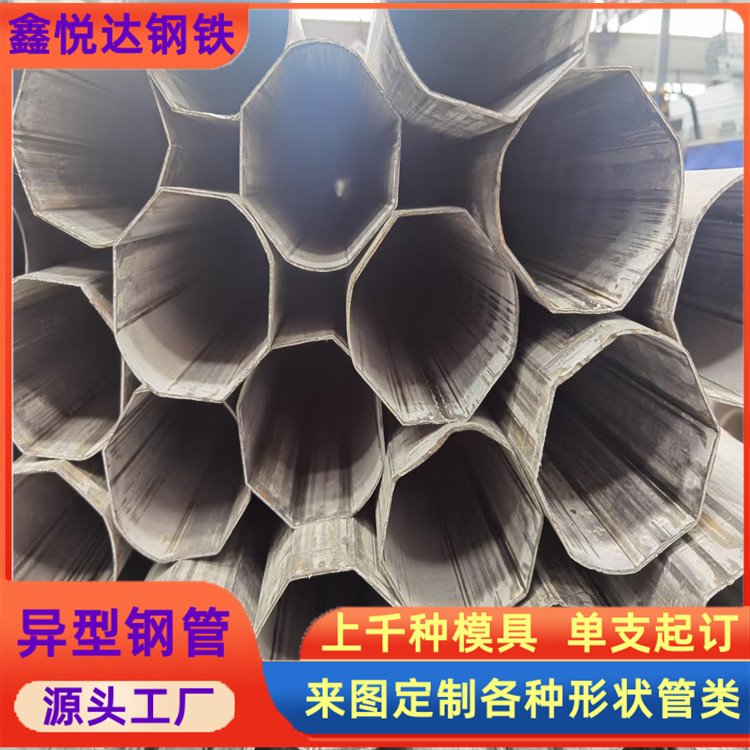
公司生产加工各种冷挤压、冷拔异型钢管。产品有各种规格方矩管、椭圆管、凹槽管、扇形管、D形管、三角管、元宝管、面包管、梅花管、五角管、六角管、八角管、菱形管、凸形管、P形管、T形管、8字管、暖气管、扶手管、护栏管、花键管、齿轮管、花生管、装修管等各种多边形异型截面管,同时可以根据客户图纸要求加工定做各种类型异型钢管。
异型钢管生产加工原理:
依照要求对异型钢管开展电焊焊接正中间查验的焊接,无损检测技术应在外形查验达标后开展,方射线拍照及超声波检测应在表层无损检测技术后开展,经检测的焊接在鉴定达标后才可再次开展电焊焊接。精密异型钢管的管路上被补强圈或橡胶支座垫块遮盖的对接焊缝,应开展射线检测,达标后材可再遮盖。 异型钢管焊接外形基础规定:精密异型钢管无损检测技术前,焊接外形查验应符合规定。对精密异型钢管焊接外形和对接焊缝工艺性能的一般规定如下:
1.不允许有裂纹,未焊接、出气孔、焊瘤、溅出存有;
2.精密异型钢管设计方案的温度小于-29度的管路,不锈钢板和淬硬趋向很大的精密异型钢管表层,不可有错口状况。别的材料管路焊接错口深层应超过0.5mm,持续错口长短应不超过100毫米,且焊接两边错口全长不超该焊接总长的10%。
3.精密异型钢管的焊接表层不可小于管路表面,焊接错边量,且不超过3mm,为对接缝校核后焊缝的很大总款。复验结果不过关(包含初验结果显微镜结构不过关,不允许复验的新项目)的精密异型钢管,供即可逐根递交工程验收,或再次开展热处理工艺(再次热处理工艺频次不超出二次),以新的一批明确提出工程验收。
4.对接焊缝错边应不超博后的10%,且不超2mm。 异型钢管的平时原理主要是根据纱布上的小石子造成工作压力,在转速比之中开展的表层研磨,根据纱布的左右挪动对产品工件的左右表层往返切削,做到一定实际效果,自然在研磨全过程时要持续的加润滑脂,开展制冷,以防危害产品工件表层生产加工品质。那样的产品仅仅初加工的产品工件,要想紧密度的商品还需开展深度加工解决。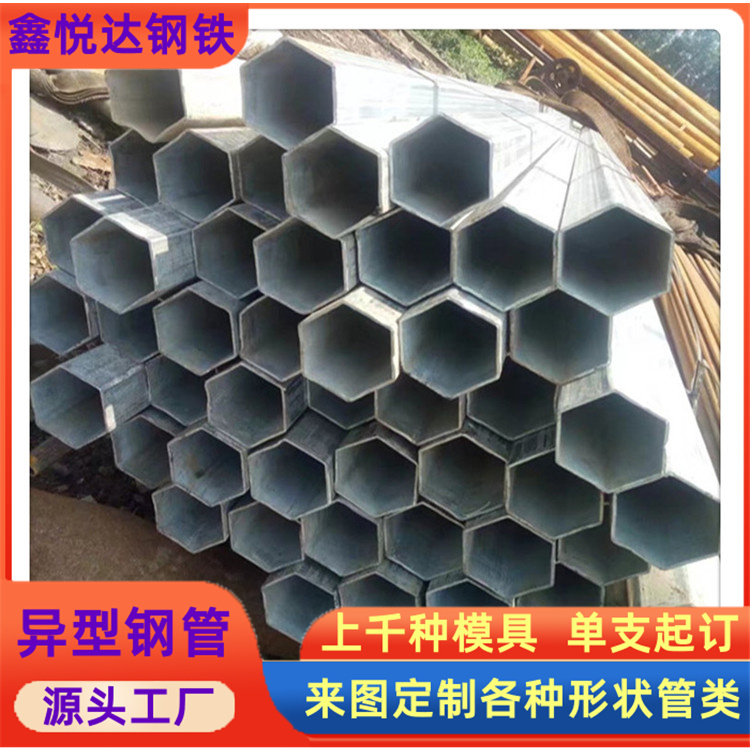
产品执行:GB/T6725-2002,GB/T6728-2002,GB/T3094-2000,LW/T02-2004,DIN59410,EN10210等标准。产品广泛用于建筑工程、农业机械、体育器材、汽车制造、钢结构、、机床、矿山、桥梁护栏、幕墙装饰、家具、石化石油机械、纺织印染机械、工程机械、电力工程、造船、玻璃机械、塑料机械、及其他各种机械等众多行业。
恩施80×80镀锌六角管 穿布管 80×80镀锌六角管加工