淄博供应筛板冲床送料机厂家
-
面议
及时发货
交易保障
卖家承担邮费
主轴是机床一大核心部件,加工表面精度绝大部分都和主轴有关,所以主轴的质量很关键。目前大陆生产的主轴在冲床上使用的并不多见,这说明大陆产高速主轴单元品质还有待提高。而台湾产主轴单元市面上使用比较广泛,根据其品牌度及市场占有率其价格也有不小的差异。
气动冲床有许多普通冲床无法相比的优势,冲压效率更高,加工精度非常高。当然随着冲床不断冲压,机身产生的震动会影响到滑块间隙以及其他部件的震动,多少会有些松弛,需要定期进行调试来气动冲床的加工精度。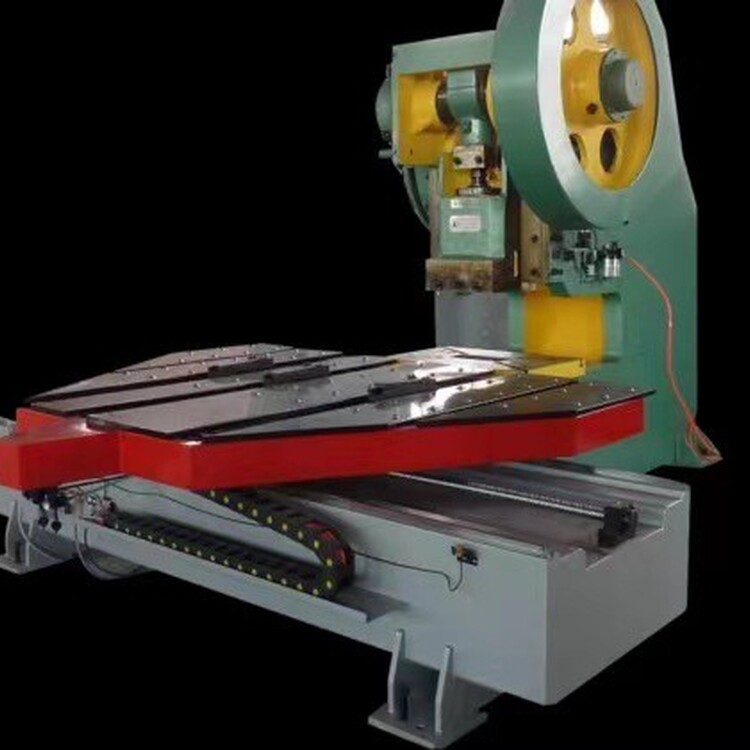
到底如何气动冲床加工精度? 1、在操作使用气动冲床的时候,需要将窄凸缘零件拉成圆筒形,然后成锥形凸缘,通过校平获得平凸缘。 2、气动冲床的宽凸缘零件应该根据使用要求的尺寸拉出凸缘直径,在后期的作业过程中保持凸缘直径不变。 3、在操作使用气动冲床的过程中,气动冲床的底部孔有可能会与落料、拉深复合冲压,气动冲床厂家建议在凸缘部分及侧壁的孔,听该在拉深完再进行冲孔。 4、当气动冲床的拉深件的尺寸精度要求高或带有小的圆角半径时,应增加整形工序。
送料机,拥有多系列、多类型产品,根据客户要求进行选用,是将材料送至冲床进行冲压的输送设备,较为常见的为NC伺服送料机,操作简单,只需将送料参数输入控制面板即可完成一批次冲压生产,稳定性高,可设定多段送料的功能。
数控冲床模具磨损过快的主要原因: ①模具间隙小,一般建议模具总间隙为材料板厚度的20%和25%。 ②)数控冲床模具中性不好,包括模座和模具导向组件以及转塔镶嵌精度不足。 ③凸模温度过高,主要是同一模具连续长时间冲压导致冲头过热。 ④模具刃磨方法不当,导致模具退火,磨损加剧。 ⑤局部单边冲切,如步冲、冲角或剪切时,铝合金门窗配件的侧向力会使冲头向一侧倾斜,减小该侧间隙,造成模具严重磨损。如果机床模具安装精度不高,冲头会严重偏离上模,对凸模和凹模造成损坏。
较早前的冲压工人需要直接和机器模具及工件持续长时间接触,很容易疲劳以致发生挤压切夹肢体的工伤事故,而采用冲压机械手能够有效代替人工完成冲压过程,避免了冲床及冲压模具带来的对人员各种隐藏安全风险。
数控送料机材料跑偏不到位等故障解决方法
1、材料本身质量问题导致蛇行、跑偏现象的出现。应先需检查材料本身的质量,看材料是否有不平整、弯曲、厚度不均匀、料边毛边过多的现象,若存在则更换合格卷料。 2、NC送料机送料轮压力不足。对压料弹簧进行调节,增加压力并左右压紧力度一致,同时要确保压料弹簧是否有压紧材料,以无法用手拉动材料为准。 3、NC送料机固定方向上误差。上模脱料不良而造成拉料,检查卷料宽度与模具导料板位置是否适当,或模具与送料机是否成一条直线,检车挡料板及托料板是否有毛边或异物。4、NC送料机对材料的调整不合适。整平机与NC送料机的速度搭配或整平机与NC之间的距离是否恰当,材料弧度与高度是否符合要求,冲床速度是否适当。5、送料机突发误差。滚轮与伺服马达之间的传动间隙过大,将皮带进行调紧,检查卷料的长、宽、厚是否标准。 送料机放松不顺。检查模具内定位导销是否作用不良,放松时间不正确,偏心轴、放松轴失油卡死,按实际情况进行处理。
偏摆送料机传动部件使用日本进口PLC控制系统,两套安川伺服马达的电控系统,其中一套伺服马达系统与送料滚筒用同步带轮连接,实现对送料滚筒的定准控制;另一套伺服马达系统与精密滚轮丝杆用同步带轮连接,完成的左右移动动作,在连续冲压过程中,边与边的小距离可设定在0.5mm以内。偏摆送料机送料误差可控制在正负0.08mm以内,以满足越来越高的加工要求。
目前,冲床自动送料机主要泛应用于公共设施、运动器材、电控恒板、电机、电、锁具、五金、电池铁板、建筑装饰板、汽车自行车配件、金家具、造统机械、属房设备等冷冲压加工行业,通俗的讲,自动冲床带式送料器的工作原理是将加工的板料故置在送料的工作面上,由回零基准定位夹紧,压机启动,板料、板料自动运行,将压料滑块压入模具,实现自动冲床冲压,产品在生产线上的工艺目标得以实现。原理过程是电机通过V带传动和单级齿轮传动带动曲柄,将一定量的薄钢板送入冲床的台面位置。