滨州容器板切割-中厚板零割等离子加工
-
≥5吨¥1800.00
-
3-5吨¥1800.00
-
1-3吨¥2000.00
及时发货
交易保障
卖家承担邮费
容器板切割联系:-中厚板切割·16mn中厚板加工·a3中厚板下料·45#中厚板零割·35#特厚板下料加工·q345c特宽特厚钢板切割·q345d超宽超厚钢板下料·特宽特长钢板加工·超宽超长钢板数控加工·钢板数控加工·钢板数控下料·钢板数控切割·q235b钢板切割加工·q345b钢板切割下料·
特厚板切割--数控下料--零割配送--按图加工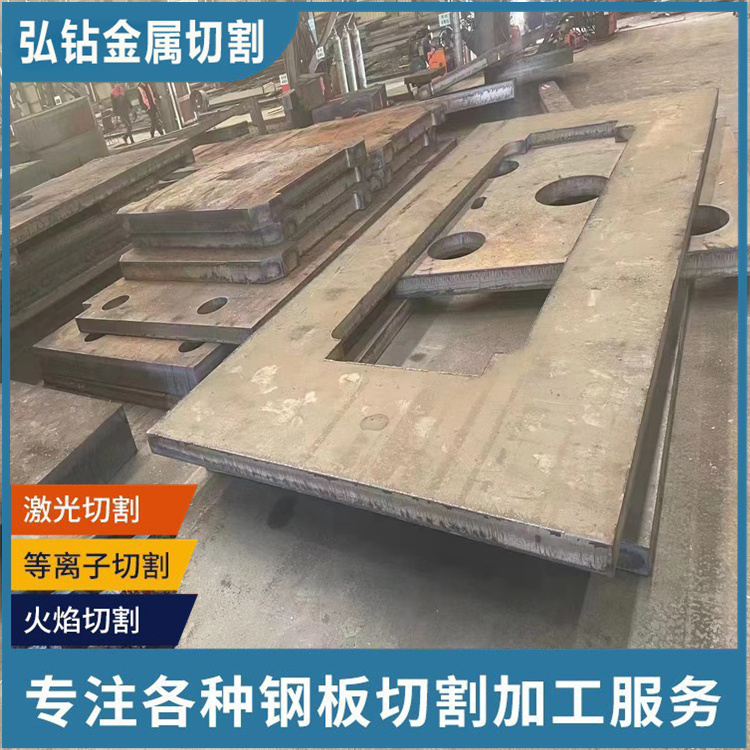
【特宽特厚钢板切割加工有限公司】本公司备有:大型数控火焰切割机、数控等离子切割机、大型剪板机、500吨大型液压冲床、机械冲床、数控立车、镗床、铣床、加工中心等机械加工设备, 承接钢板切割、异形件切割、仿形件切割、剪切钢板、冲孔、折弯、机加工、物流配送等延伸服务。提供正火保性能钢板,、二级、探伤钢板,保性能钢板,、二级探伤钢板现货销售。 
承接机械配加工,主营Q235B、Q345B、45#钢等材质的钢板切割与加工。可按客户图纸要求进行钢板切割异型件、切割法兰圆盘毛坯件、仿形件。钢板外协加工各类机械零部件、模具钢、轴承座、齿、钢结构及焊接预埋件、起重及升降钢板配重块。钢板切割件产品主要应用于重型机械设备,如造船、纺织、采矿机械、机床、锻压、发电设备、冶金机械制造等领域。万卓切割件的优势在于特厚钢板的切割及深加工业务中能大量替代锻、铸件。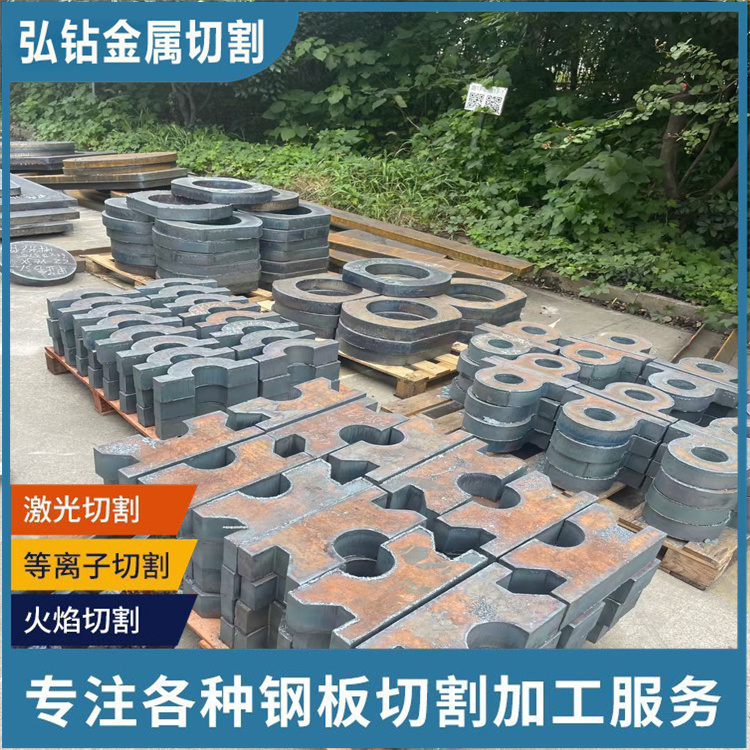
焊接工艺控制
(1)制定合理的焊接顺序,尽可能避免焊接残余应力的产生,以焊接接头的拘束应力的集中。
(2)焊接中应严格执行焊接工艺参数,尽量控制焊接的热输入量,应采用较小电流进行焊接。
(3)焊接中要严格控制焊道的层间温度,要小于250℃。
(4)焊缝内部,单侧焊接后进行另一侧焊接前应采用碳弧气刨进行清根处理。
(5)焊缝与厚板母材连接基础,即焊脚尺寸在要求范围内应尽可能大。
(6)考虑焊道层数的分布时要考虑到厚板母材与焊缝金属的局部缓冲。
一家专注于做钢板切割的厂家---无锡海辰得来CAD图,按图纸艺切割,不管多厚都可以切割。一家专注于做钢板切割的厂家---无锡海辰得来CAD图,按图纸艺切割,不管多厚都可以切割。主要以沙钢/兴澄特钢宽厚板现货/为主。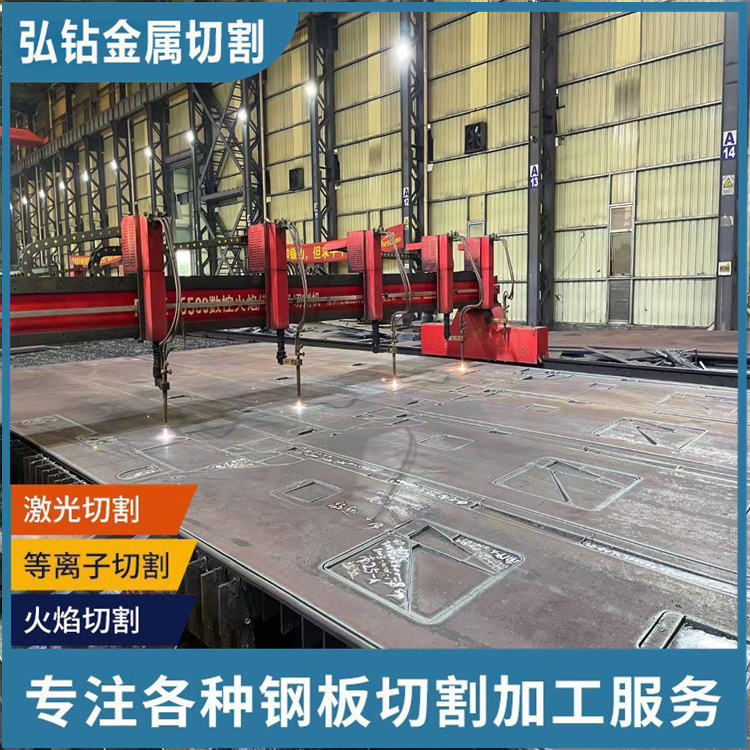
1.喷涂(1)设计厚度要求为耐火极限厚度的1.2倍,一般的,层厚度为1cm左右,晾干七至八成后再喷涂第二层,厚度为1—1.2cm左右,再晾干七至八成后再喷涂第三层,第三层的厚度为达到要求厚度为止。(2)对喷的要求,使用喷时应与钢结构件相垂直,两者之间的距离为6—10cm,喷涂气压为0.4—0.6MPa,待喷涂完成后要进行检查,如果厚度不够则补喷。
滨州容器板切割-中厚板零割 等离子加工 结构件是一种构件,它具有一定的几何形状,并且能承受一定载荷,包括支架、框架以及支撑架等等。结构件作规程为:(1)下料时严格按照图纸尺寸下料,加工面按图纸要求放适量的加工余量。(2)下料后四周切割边需打磨光滑。