深圳福田自动焊锡机回收电话
-
面议
及时发货
交易保障
卖家承担邮费
在手工焊接过程中,其焊接速度、送锡量、焊接时间等受人为因素影响较大,焊接质量取决于工人操作经验。当使用自动焊锡机自动焊锡时,其产品在焊接过程中的关键参数都是单设定的,设置完成导入设备后只需要人工辅助放料即可,完全可以消除对技术工人依赖,减少了人为因素对产品焊接质量的干扰。
自动锡焊是一门大学问,他的原理是通过自动加热的烙铁将固态焊锡丝加热熔化,同时借助于助焊剂的作用,使其流入被焊金属之间,待冷却后形成牢固可靠的焊接点。该过程都是靠机器本身来完成的,我们人工只需要操控机器即可。当焊料为锡铅合金焊接面为铜时,焊料先对焊接表面产生润湿,伴随着润湿现象的发生,焊料逐渐向金属铜扩散,在焊料与金属铜的接触面形成附着层,使两则牢固的结合起来。因此可以说自动焊锡是通过润湿、扩散和冶金结合这三个物理,化学过程来完成的。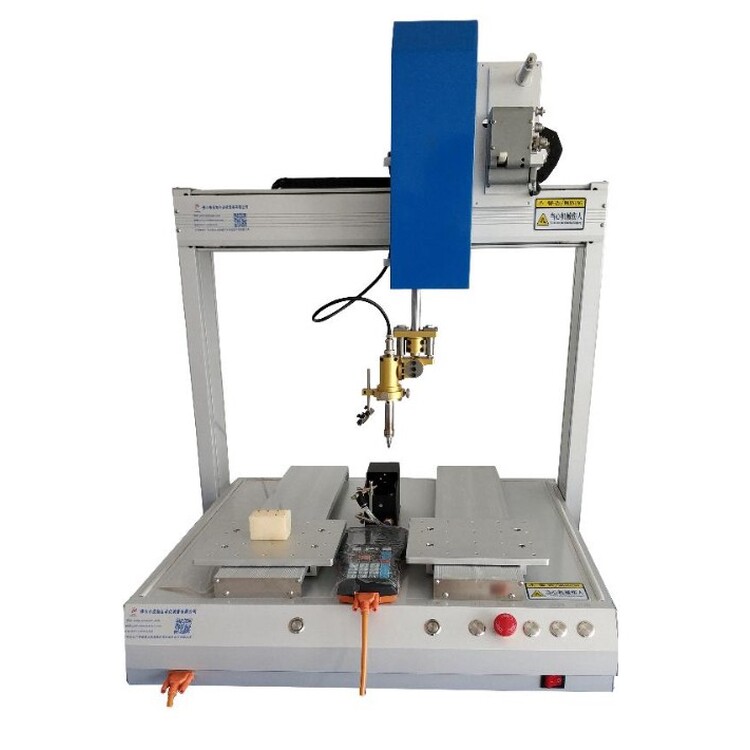
扩散原理:伴随着润湿的进行,焊料与母材金属原子间的相互扩散现象开始发生。通常原子在晶格点阵中处于热振动状态,一旦温度升高。原子活动加剧,使熔化的焊料与母材中的原子相互越过接触面进入对方的晶格点阵,原子的移动速度与数量决定于加热的温度与时间。这个我们可以再焊接过程中清晰的看到,就是锡丝融化后流开的现象。
冶金结合原理:由于焊料与母材相互扩散,在2种金属之间形成了一个中间层---金属化合物,要获得良好的焊点,被焊母材与焊料之间形成金属化合物,从而使母材达到牢固的冶金结合状态。这就好比是炼钢一样,多种金属融化后结合在一起。
焊接的温度要适当,不能过高、不能过低。为了使温度适当,应根据电子元件的大小选用功率合 适的自动焊锡机,当选用的自动焊锡机的功率一定时,应注意控制加热时间的长短。当焊锡从烙铁头上 自动散落到被焊物上时,说明加热时间已足够。此时迅速移开烙铁头,被焊处留下一个圆滑的焊点。若 移开自动焊锡机后,被焊处一点锡不留或留下少,则说明加热时间太短、温度不够或被焊物太脏;若移 开自动焊锡机前,焊锡就往下流,则表明加热时间太长,温度过高。一般烙铁头的温度控制在使焊剂熔 化较快又不冒烟时为佳焊接温度。
上锡的量要适中。可以根据所需焊点的大小来决定自动焊锡机的蘸锡量,使焊锡足够包裹住被焊物,形成一个大小合适且圆滑的焊点。焊点也不是锡多、锡大为好,相反,这种焊点虚焊的可能性更大 ,有可能是焊锡堆积在上面,而不是焊在上面。若一次上锡量不够,可再次补焊,但须待前次上的锡一同被熔化后再移开自动焊锡机;若一次上锡量太多,可用烙铁头带走适量。
经常保持烙铁头上锡,可以减低烙铁头的氧化机会,使烙铁头更。使用后,应待烙铁头温度稍为降低后才加上新焊锡,使镀锡层有更佳的防氧化效果。 切记不要空烧。一定要确保烙铁头上锡面有锡做保护。
如果烙铁头上有黑色氧化物,烙铁头就可能会不上锡,此时立即进行清理。清理时先把烙铁头温度调到约250°C,再用清洁海绵清洁烙铁头,然后再上锡。不断重复动作,直到把氧化物清理为止。 这一点要养成好习惯。保养重要!
选择正确的烙铁头尺寸和形状是非常重要的,选择合适的烙铁头能使工作更有效率及增加烙铁头之程度。选择错误的烙铁头会影响焊铁不能发挥率,焊接质量也会因此而减低。