海盐从事注塑加工报价及图片,注塑加工厂家
-
¥0.56
及时发货
交易保障
卖家承担邮费
真空度 真空度传感器,采用的硅微机械加工技术生产,以集成硅压阻力敏元件作为传感器的核心元件制成的压力变送器,由于采用硅-硅直接键合或硅-派勒克斯玻璃静电键合形成的真空参考压力腔,及一系列无应力封装技术及精密温度补偿技术,因而具有稳定性优良、精度高的优点,适用于各种情况下压力的测量与控制。 特点及用途 采用低量程芯片真空绝压封装,产品具有高的过载能力。芯片采用真空充注硅油隔离,不锈钢薄膜过渡传递压力,具有优良的介质兼容性,适用于对316L不锈钢不腐蚀的绝大多数气液体介质真空压力的测量。真空度传染其应用于各种工业环境的低真空测量与控制。
电容式物位 电容式物位传感器适用于工业企业在生产过程中进行测量和控制生产过程,主要用作类导电与非导电介质的液体液位或粉粒状固体料位的远距离连续测量和指示。 电容式液位传感器由电容式传感器与电子模块电路组成,它以两线制4~20mA恒定电流输出为基型,经过转换,可以用三线或四线方式输出,输出信号形成为 1~5V、0~5V、0~10mA等标准信号。电容传感器由绝缘电极和装有测量介质的圆柱形金属容器组成。当料位上升时,因非导电物料的介电常数明显小于空气的介电常数,所以电容量随着物料高度的变化而变化。传感器的模块电路由基准源、脉宽调制、转换、恒流放大、反馈和限流等单元组成。采用脉宽调特原理进行测量的优点是频率较低,对周围元射频干扰、稳定性好、线性好、无明显温度漂移等。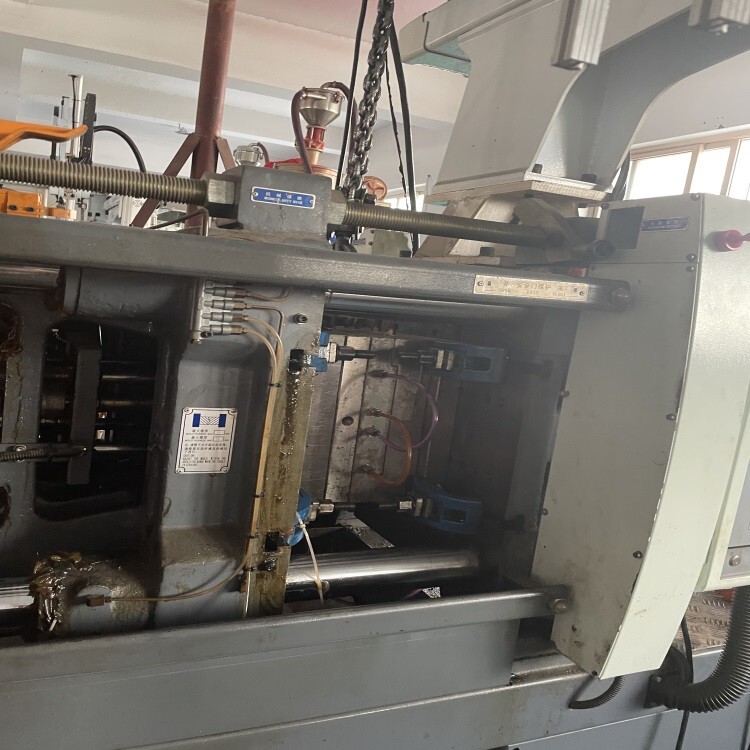
锑电极酸度 锑电极酸度传感器是集 PH检测、自动清洗、电信号转换为一体的工业在线分析仪表,它是由锑电极与参考电极组成的PH值测量系统。在被测酸性溶液中,由于锑电极表面会生成三氧化二锑氧化层,这样在金属锑面与三氧化二锑之间会形成电位差。该电位差的大小取决于三所氧化二锑的浓度,该浓度与被测酸性溶液中氢离子的适度相对应。如果把锑、三氧化二锑和水溶液的适度都当作1,其电极电位就可用能斯特公式计算出来。 锑电极酸度传感器中的固体模块电路由两大部分组成。为了现场作用的安全起见,电源部分采用交流24V为二次仪表供电。这一电源除为清洗电机提供驱动电源外,还应通过电流转换单元转换成相应的直流电压,以供变送电路使用。第二部分是测量传感器电路,它把来自传感器的基准信号和PH酸度信号经放大后送给斜率调整和定位调整电路,以使信号内阻降低并可调节。将放大后的PH信号与温度被偿信号进行迭加后再差进转换电路,后输出与PH值相对应的4~20mA恒流电流信号给二次仪表以完成显示并控制PH值。
酸、碱、盐 酸、碱、盐浓度传感器通过测量溶液电导值来确定浓度。它可以在线连续检测工业过程中酸、碱、盐在水溶液中的浓度含量。这种传感器主要应用于锅炉给水处理、化工溶液的配制以及环保等工业生产过程。 酸、碱、盐浓度传感器的工作原理是:在一定的范围内,酸碱溶液的浓度与其电导率的大小成比例。因而,只要测出溶液电导率的大小变可得知酸碱浓度的高低。当被测溶液流入电导池时,如果忽略电极极化和分布电容,则可以等效为一个纯电阻。在有恒压交变电流流过时,其输出电流与电导率成线性关系,而电导率又与溶液中酸、碱浓度成比例关系。因此只要测出溶液电流,便可算出酸、碱、盐的浓度。 酸、碱、盐浓度传感器主要由电导池、电子模块、显示表头和壳体组成。电子模块电路则由激励电源、电导池、电导放大器、相敏整流器、解调器、温度补偿、过载保护和电流转换等单元组成。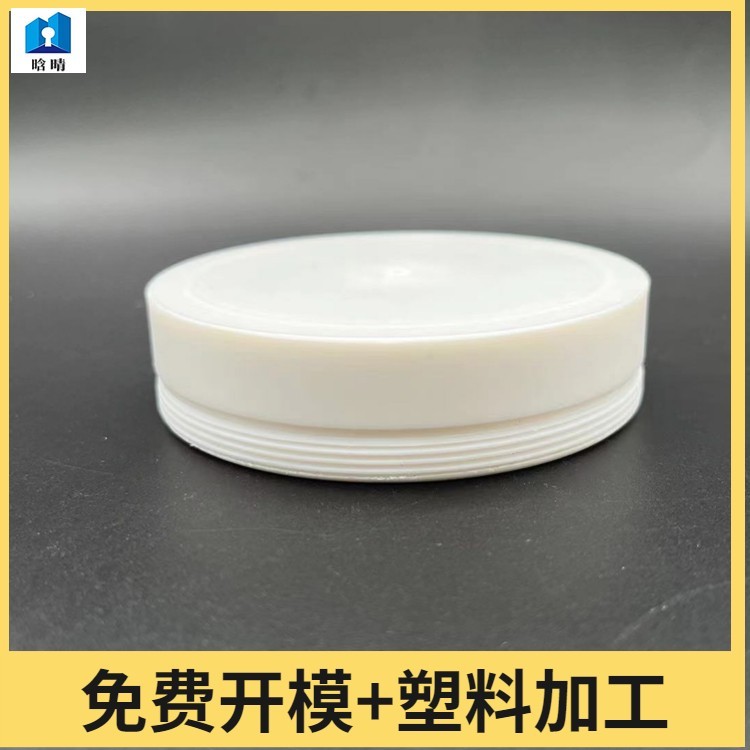
按用途 压力敏和力敏传感器、位置传感器、液位传感器、能耗传感器、速度传感器、加速度传感器、射线辐射传感器、热敏传感器。 按原理 振动传感器、湿敏传感器、磁敏传感器、气敏传感器、真空度传感器、生物传感器等。 按输出信号 模拟传感器:将被测量的非电学量转换成模拟电信号。 数字传感器:将被测量的非电学量转换成数字输出信号(包括直接和间接转换)。 膺数字传感器:将被测量的信号量转换成频率信号或短周期信号的输出(包括直接或间接转换)。 开关传感器:当一个被测量的信号达到某个特定的阈值时,传感器相应地输出一个设定的低电平或高电平信号。
灵敏度 灵敏度是指传感器在稳态工作情况下输出量变化△y对输入量变化△x的比值。 它是输出一输入特性曲线的斜率。如果传感器的输出和输入之间显线性关系,则灵敏度S是一个常数。否则,它将随输入量的变化而变化。 灵敏度的量纲是输出、输入量的量纲之比。例如,某位移传感器,在位移变化1mm时,输出电压变化为200mV,则其灵敏度应表示为200mV/mm。 当传感器的输出、输入量的量纲相同时,灵敏度可理解为放大倍数。 提高灵敏度,可得到较高的测量精度。但灵敏度愈高,测量范围愈窄,稳定性也往往愈差。
注塑机可以分为四大系统, 这四大系统是:注射系统、开合模系统、液压传动系统、电气控制系统。2.注塑成型中的温度是:料筒温度、模具温度、干燥温度、液压油温度、环境温度五大类。3.注塑成型机的锁模方式有:直压式、曲臂式等4.注塑成型中的时间是指:注射时间 、保压时间、冷却时间、周期时间、低压保护时间等。5.日式注塑机常用种类有:日精、日钢、法那科、住友、东芝等。6.注塑中机的螺杆分为三段:首段是下料段、中段是塑化段、后段是计量段
PC的玻璃化温度是140℃,收缩率为0.4%-0.8%;干燥温度110±5℃11.塑胶制品内应的种类根据产生的原因可分为:热应力、组织应力、分部应力。12.检验制品内应力方法有:仪器 、冲击、药水三种;13.注塑计量过程的热量来源的总热量:对流热量、传导热量、剪切热量、摩擦热量;14.模具运水路的正确接法应是:一进一出对等接法 ;15. 背压的作用分为哪三大类;塑化能力、塑化质量、塑化精度;16.生产过程中模面的清洁时间为:2H/次17.公认的四大工程塑胶是: PC﹑ POM﹑ PA ﹑PBT.
内应力是在没有外力存在的情况下,材料内部由于结晶﹑取向﹑收缩等原因所产生的应力注塑机螺杆可分为输送段、压缩段、计量段24.生产中出现品质异常时,组长得到品质异常信息后,10分钟内要求技术员处理,技术员在1小时内不能解决时应向领班报告,领班在2小时内不能解决时应向课长报告,课长在4小时内不能解决,应向经(副)理报告。25.模具在生产过程中需要修模需要做哪些表单模具修模单、模具批锋管理表、生产日报表。26.通常模具的浇注导流由主流道﹑分流道﹑浇口和冷料井构成27.影响注塑制品的常见缺陷有批峰、 缺胶 、缩水 、流痕、熔接痕、变形 、应力痕、 尺寸变化。28.预塑计量过程的热能来源_塑胶内部的摩擦热和黏性热、加热元件的加热。