北京注浆支护小导管加工机
-
≥ 1台¥32000.00
及时发货
交易保障
卖家承担邮费
北京注浆支护小导管加工机北京注浆支护小导管加工机北京注浆支护小导管加工机北京注浆支护小导管加工机北京注浆支护小导管加工机北京注浆支护小导管加工机北京注浆支护小导管加工机北京注浆支护小导管加工机北京注浆支护小导管加工机北京注浆支护小导管加工机北京注浆支护小导管加工机
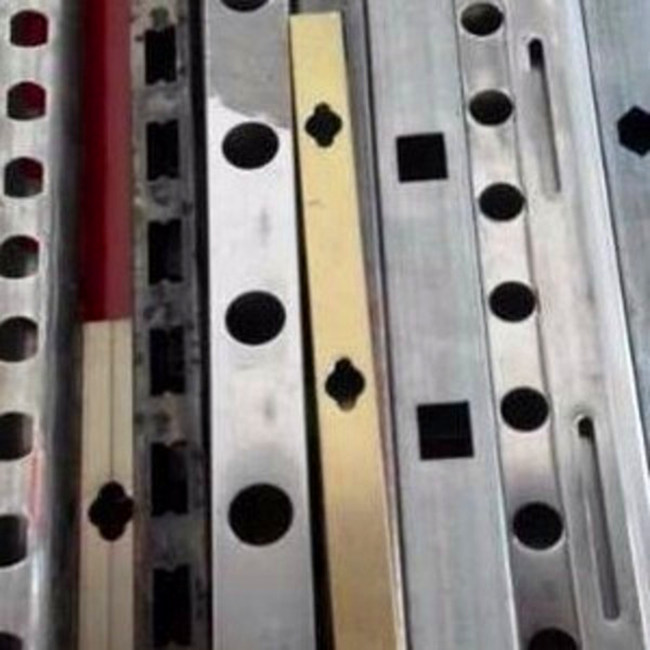
一、操作说明不锈钢手动冲孔机是由手动冲床配上模具组成的,其中模具可按客户要求定做,手动冲床有两款可供选择,分别可冲实厚0.6MM以下和0.8MM以下。
北京注浆支护小导管加工机
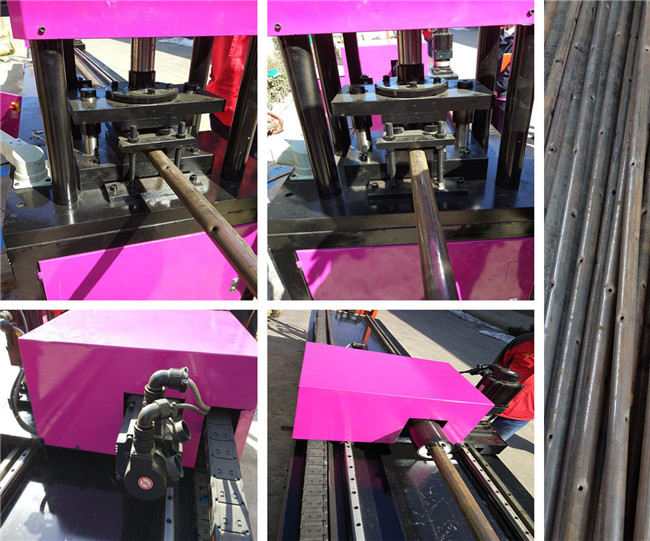
自动小导管打孔机/液压小导管冲孔机价格实录参数:主要规格??????XDGC-42?钢材款式??????型钢、方管、圆管?长度??????6000mm?管材??????80*80冲孔速度??????1/s?送料速度??????Max800mm/s孔径规格??????6mm?规格孔距??????15mm每管可冲??????200?冲孔精度??????±0.3mm?送料精度??????±0.3mm?电机功率??????1.5Kw机器尺寸??????5.3*1.4*0.6m?机器重量??????1500Kg自动小导管打孔机/液压小导管冲孔机价格实录在注浆中,经常发生浆液从其它孔的现象,即串浆。发生串浆时,在有多台注浆机的条件下,应同时注浆,在单泵条件下应将注浆孔及时堵塞,轮到该管注浆时,再拔下堵塞物,用铁丝或细钢筋将管内杂物并用高压风或高压水冲洗(拔塞后浆的注浆管不必进行此工序),然后再注浆。?在对小导管冲孔机机械设备进行选型和配套的时候,它和施工方案有着密切的联系。采用何种小导管冲孔机的施工方案,需要采用相应的配套设备。在施工方案制定的时候,根据投资的规模、工程的性质和施工组织对工程的设计以及投标书中所做出的,从而制定出合理的施工方案。

北京注浆支护小导管加工机
详解:a、床身用方管加铁板组装焊接,退火处理后用意大利大型龙门cnc加工整体精密加工,机床机身和导轨以及各个部位精度达标。?在导轨磨加工中,加工路线的一般要遵循以下几方面原则大的,如导轨磨加工生产出的件并具有可重复性;导轨磨加工可以生产手动加工无法完成的具有复杂外形的件。b.冲孔机构:龙门架式框架结构,,高速液压缸(缸径100mm,大压力15吨),采用高密封件,耐压25mpa。可冲孔型材宽度范围200mm-600mm。水平方向两侧向内冲。c.液压:11kw液压主电机配套双联叶片泵(每支油缸由一个油泵控制,够力和冲孔时液压缸伸缩距离控制),油田电磁阀。200l油箱,150l液压油风冷机。油泵和电磁阀压力21mpa。
北京注浆支护小导管加工机北京注浆支护小导管加工机
设备优点:一、所有钢梁均通过打磨到了的平整(当然线切割后也是平的,但是达不到打磨的水平)这样经过长时间的模具和机台的震动,模具也不会松动,只有这样冲的管子才漂亮,不变形。二、我们用的是平顶焊接缸,并且油路经过改进。这样机器的动力更加强劲。三、经过电路和操作面板的改进,我们的机器能够实现半空全孔一键转换的功能。这样为您省时又省事。大大地了工作效率。等老款机器从油缸上面调好了行程,我这边已经多冲了两根管子了。四、模具下面的钢梁我们全都加厚,这样的机器使用寿命将会更长。

自动小导管冲孔机/液压小导管冲孔机操作规程??浆液扩散半径一般为0.5m。注浆速度控制在50-100L/MIN。每小导管的搭接长度控制在1m以内。制作1一般采用直径50mm的钢管制作。在小导管的前端做成约10cm长的圆锥状,在尾端焊接直径6~8mm钢筋箍。距后端100cm内不开孔,剩余部分按20~30cm梅花形布设直径6mm的溢浆孔。可采用引孔或直接顶入。1用电钻钻孔,孔直径大于小导管直径的10-20mm,孔深视导管长度而定。导管如有困难,可用带有功能的风钻将套管顶入。用吹风管吹出孔内的杂物。小导管尾缠棉纱,使得小导管与钻孔密贴,并用棉纱将空口堵紧。小导管安装后使得其周围范围内用砼封闭。厚度控制在5-8cm。自动小导管冲孔机/液压小导管冲孔机操作规程??