咸宁45°弯头生产厂家
-
面议
及时发货
交易保障
卖家承担邮费
咸宁45°弯头生产厂家
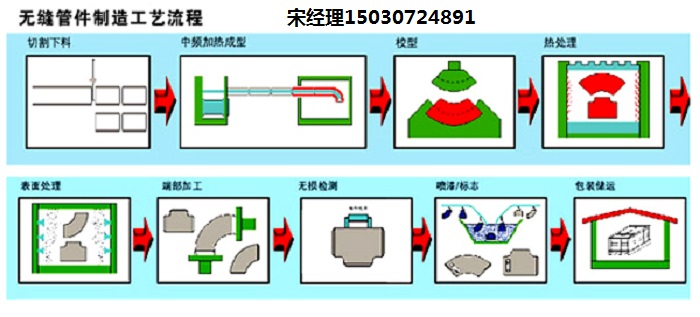
无缝弯头成形工艺是采用弯头推制机、芯模和加热装置,使套在模具上的坯料在推制机的推动下向前运动,在运动中被加热、扩径并弯曲成形的过程。热推弯头的变形特点是根据金属材料塑性变形前后体积不变的规律确定管坯直径,所采用的管坯直径小于弯头直径,通过芯模控制坯料的变形过程,使内弧处被压缩的金属流动,补偿到因扩径而减薄的其它部位,从而得到壁厚均匀的弯头。热推弯头成形工艺具有外形美观、壁厚均匀和连续作业,适于大批量生产的特点,因而成为碳钢、合金钢弯头的主要成形方法,并也应用在某些规格的不锈钢弯头的成形中。成形过程的加热方式有中频或高频感应加热(加热圈可为多圈或单圈)、火焰加热和反射炉加热,采用何种加热方式视成形产品要求和能源情况决定。美标弯头 冲压成形弯头是***早应用于批量生产无缝弯头的成形工艺,目前,在常用规格的弯头生产中已被热推法或其它成形工艺所替代,但在某些规格的弯头中因生产数量少、壁厚过厚或过薄。产品有特殊要求时仍在使用。弯头的冲压成形采用与弯头外径相等的管坯,使用压力机在模具中直接压制成形。
成形工艺具有外形美观、壁厚均匀和连续作业,适于大批量生产的特点,因而成为碳钢、合金钢弯头的主要成形方法,并也应用在某些规格的不锈钢弯头的成形中。成形过程的加热方式有中频或高频感应加热(加热圈可为多圈或单圈)、火焰加热和反射炉加热,采用何种加热方式视成形产品要求和能源情况决定。

WPL6无缝弯头的变形特点是根据金属材料塑性变形前后体积不变的规律确定管坯直径,所采用的管坯直径小于弯头直径,通过芯模控制坯料的变形过程,内弧处被压缩的金属流动,补偿到因扩径而减薄的其它部位,从而得到壁厚均匀的弯头。
WPL6无缝弯头、低温钢弯头生产厂家、WPL6弯头生产厂家A420 WPL6 美标低温无缝或焊接管件,对应的管材为A333 Gr.6 一般用于低温-45度环境下国内一般选用Q345E管材替代,Q345E可用在-40度工作环境下,虽然指标上符合,但一般还应选择A333 Gr6,当然造价要比Q345E高。; ASME标准D篇材料性能上可查到, ASTM A420 Gr WPL6如果是无缝管件是用钢管材料 ASTM A333Gr.6制造,而ASTM A333Gr.6材料的低使用温度为-30℃,选择材料代替,要注意Mn含量要符合ASTM A420WPL6中的Mn含量要求,ASTM A420 WPL6的Mn含量为0.50%-1.35%,所以选择16MnD代替时要注意这点,根据ASME标准要求,ASTM A420 WPL6热处理后要在-45℃做低温冲击试验,而不是-40℃,冲击平均值要大于18J。无缝弯头都要经过表面处理,把内外表面的氧化铁皮通过喷丸处理喷掉,再涂上防腐漆。这是为了出口需要,再者,在国内也是为了方便运输防止锈蚀氧化,都要做这方面的工作。对包装的要求对于小管件,如出口,就需要做木箱,大约1立方米,规定这种箱子中的弯头数量大约不能超过一吨,该标准允许套装,即大套小,但总重量一般不可超过1。对于大件就要单个包装,像24″的就单个包装。另外就是包装标记,标记是要注明尺寸、钢号、批号、厂家商标。在推制弯头上要打上钢印,并附有装箱单和质保书等文件。这些都是对推制弯头的要求规定。产品主要标准有:ASME B16.9,ASME B16.47,ASME B16.5,ASME B16.48,ASME B16.11,ASME B36.10M,MSS SP-44,MSS SP-75,MSS SP-97, GB/T12459 ,DIN2632,HG20592~HG20605等各种美标,德标,俄标,日标标准的管件!

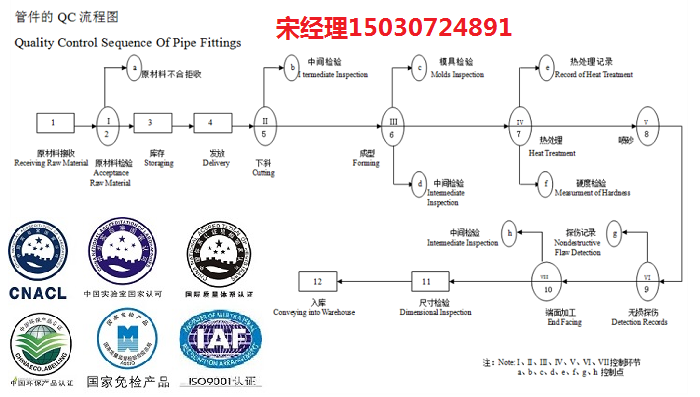
碳钢弯头在生产、使用中常需要进行无损检测,常见的检测就是磁粉检测。在我国磁粉探伤是早就有的,磁粉探伤主要是检测碳钢无缝弯头内部结构是否存在缺陷的一种手段,检测方法比较简单,但是效果比较显著,所以常常被人们选取这种工艺,对于检测手段有很多,例如:着色探伤、超声探伤等,很多很多方法,现在我就开始为您讲解一下磁粉探伤的原理及特点:
美标弯头、A234WPB美标弯头、生产美标弯头磁粉检测方法:
1、原理:铁磁性材料被磁化后,内部产生强烈的磁感应强度,磁力线密度增大几百倍到几千倍,如果弯头或三通中存在不连续(包括缺陷造成的不连续性和结构、形状、材质等原因造成的不连续性),磁力线就会发生畸形,部分磁力线有可能逸出材料表面,从空间穿过,形成漏磁场。漏磁场的局部磁极能够吸引铁磁物质。
180°美标合金弯头、A234 P91合金弯头、美标A234 P91弯头推制弯头-几何形状的主参数有曲率半径R、与曲率半径圆垂直的截面不圆度( 实际截面直径Ds - 标准截面直径Db) 及壁厚δ( 见图1) 。影响推制弯头几何形状的工艺参数有: 推制用坯料的材质、壁厚和外径、芯棒头的材质及形状、加热温度及其分布以及推进速度。下面分别讨论各工艺参数对推制弯头几何形状的影响。 (1)推制弯头用坯料的材质、壁厚和外径对推制弯头几何形状的影响火力发电行业常用推制弯头的材质有WB36 和A335P22 等。WB36 的高温强度小于A335P22 的高温强度,WB36 的高温塑性小于A335P22的高温塑性,WB36 的导热系数小于A335P22 的导热系数。故在坯料外径、壁厚及芯棒头形状尺寸相同的情况下,WB36 与模具的贴合性能小于A335P22 。180°美标合金弯头、A234 P91合金弯头、美标A234 P91弯头推制弯头需要正火 回火热处理、机加工端口,壁厚需留有烧损及机加工余量。一般余量为弯头理论壁厚的10 % ~20 %。弯头壁厚δ与截面直径D 比值越小,与模具的贴合性能越好,但弯头内弧越容易失稳起皱。
180°美标合金弯头、A234 P91合金弯头、美标A234 P91弯头a234 p91管道 ,P91钢相当于国标10Cr9Mo1VNb。不仅具有高的抗氧化性能和抗高温蒸汽腐蚀性能,而且还具有良好的冲击韧性和高而稳定的持久塑性及热强性能。在使用温度低于620℃时,其许用应力奥氏体不锈钢。在550℃以上,推荐的设计许用应力约为T9和2.25Cr-1Mo钢的两倍。不仅具有高的抗氧化性能和抗高温蒸汽腐蚀性能,而且还具有良好的冲击韧性和高而稳定的持久塑性及热强性能。180°美标合金弯头、A234 P91合金弯头、美标A234 P91弯头在使用温度低于620℃时,其许用应力奥氏体不锈钢。在550℃以上,推荐的设计许用应力约为T9和2.25Cr-1Mo钢的两倍。可作为亚临界、超临界锅炉壁温≤625℃的高温过热器、再热器用钢管,以及壁温≤600℃高温集箱和蒸汽管道,也可作为核电热交换器以及石油裂化装置炉管。




咸宁45°弯头生产厂家 目前常用的锻件标准检验方法主要有:磁粉检验法、渗透检验法、涡流检验法、超声波检验法等。 44.把你的我的串一串,串一株幸运草,串一个开心圆,让所有烦恼舵着风飘散,让都来到你身边,用真心问候,把悠闲逍遥种在你心田。
在工程中我们常需要大口径的碳钢弯头(≥DN600的弯头),那么生产厂家通常是如何让生产的?孟村管件厂家管件带你解读河北管件的生产。在管道系统多使用的全部管件中,所占比例大,约为80%。无缝弯头焊完完成后根据产品技术要求对焊缝进行相应的检验,凡不符合技术要求所允许的缺陷,需及时进行返修(如严重不合格无法进行修复的直接废弃)。留一定的角度,带一定的边。焊接质量的常见的检验包括外观检查、无损探伤和机械性能试验三个方面。