遂宁压铸镁合金
-
¥120.00
及时发货
交易保障
卖家承担邮费
因为镁合金氧化速度快和易燃烧等特点,压铸镁合金时具有一定的危险性,在寻求克服压铸镁合金的熔炼上的耗时,使镁合金的应用晚于压铸铝合金的应用。压铸镁合金的密度为1.7,压铸铝合金的密度为2.7,镁合金比水弱重比铝合金更轻,符合现在人民对各种设配及家用电器的轻量化要求,比如笔记本电脑外壳,现在超轻薄的笔记本外壳的选材多用镁合金压铸面壳键盘壳及底壳,今后汽车家用电器的轻量化扩展镁合金的应用会趋于广化。早以前的笔记本外壳长部件多是锌合金压铸件或五金钣金件加工而成,所以重的多。
压铸镁合金指的是适宜于在熔融状态被高速高压注入金属型腔内快速成形的镁基合金。主要有Mg-Al-Zn-Mn、Mg-Al-Mn、Mg-Al-Si-Mn系合金。
新能源汽车续航延长对轻量化有迫切需求,镁合金作为理想的轻量化金属,当前已步入高性价比区间,且中短期内镁合金价格走高可能性小。目前动力总成壳体实现0-1的产业化突破,镁合金压铸技术水平和应用重量更上一层楼,有望开启1-N的放量模式。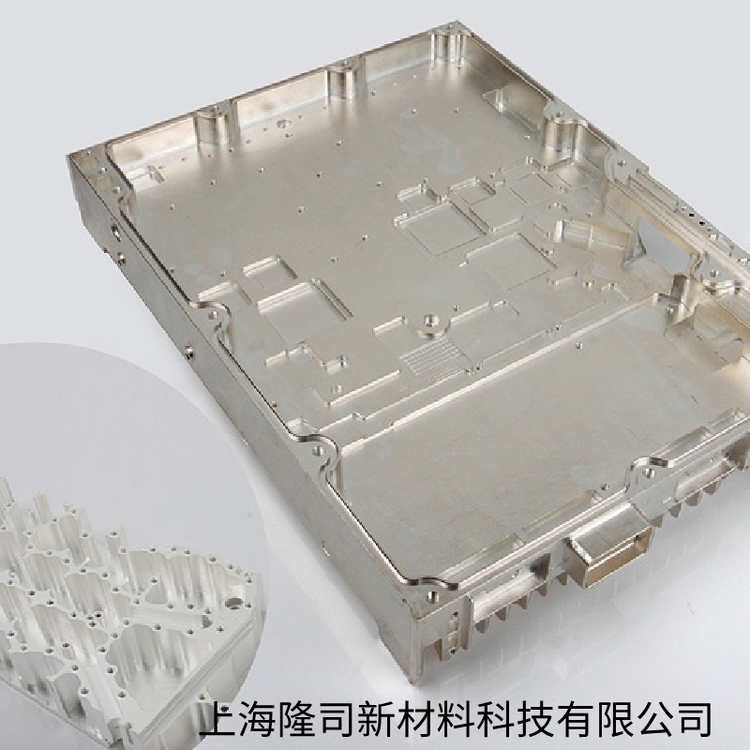
压铸镁合金材料是一种高强度、轻质、耐腐蚀的金属材料,具有广泛的应用前景。压铸镁合金材料的制备工艺相对简单,可以通过压铸、热处理等工艺来获得的材料。
结合镁合金本体材料疲劳性能对内在缺陷非常敏感的特点,对新材料结构的成形工艺因素进行分析,在获得佳性能结构的同时获得能确保铸件质量的佳工艺结构及工艺参数组合,满足构件对铸件内在质量及相关疲劳性能的需求,为实现新材料在方向盘上的合理应用奠定生产基础。针对上述情况,根据压铸工艺要求,初步设计方向盘压铸模浇注系统。镁合金压铸成型技术主要包括镁合金熔化及保护、压铸设计、工艺过程控制,承力零部件的后续热处理等。
镁合金压铸件生产的危险大多由加工及后处埋过程中的过失所引起。据日本方面统计,镁合金压铸件生产过程中引发的危险,熔炼占25%,铸造占10%,加工占39%,贮藏及废弃物占16%,电气占3%,其他占7%。显然,加工和后处理过程的危险性超过压铸过程3~4倍。加工过程中,无论是喷砂、车削、铣削、抛光等,均不可避免会产生镁尘屑及火花,如厂房内通凤不良,空气中镁尘浓度过大,一旦火花与空气或地面的镁尘接触,轻则燃烧,重则爆炸。因此厂房内安装集尘器并配备防火砂及防火设施。