q235nh耐候钢板-铝板雕刻窗花-可按需定制加工
-
¥5200.00
及时发货
交易保障
卖家承担邮费
什么钢材做刀好
从T7到T13,后面带A的表示。都可用来做刀具,70年以前刀具的主要用材也就是这些玩意了。这些玩意对工艺的要求相对高些,因为其脆,淬透性差,生锈,容易退火,不能高速切削。但现在的剃刀、锉刀、推子、剪刀等便宜点的工具,仍然多用这类材料制造。
高速工具钢:
常见的有W18Gr4V、W9Gr4V2、W6Mo5Gr4V2、W9Mo3Gr4V
这几种原材料在盐浴炉或箱式炉中加热到1200~1275℃后油冷,用540~570的温度回火,硬度HRC不小于63。
高速钢广泛用在工业领域里,也是自己没有热处理能力的人制刀的主要材料来源。我小时侯常用2.5毫米厚的高速钢锯片磨刀,现在2.5毫米锯片少了,多是1.8毫米厚的。我在朝天宫摊子街旧货摊上还能看到这锯片卖(10元一根),但安装把手你通常要动点脑筋,我过去用环氧树脂,现在有电火花打孔了,要容易些。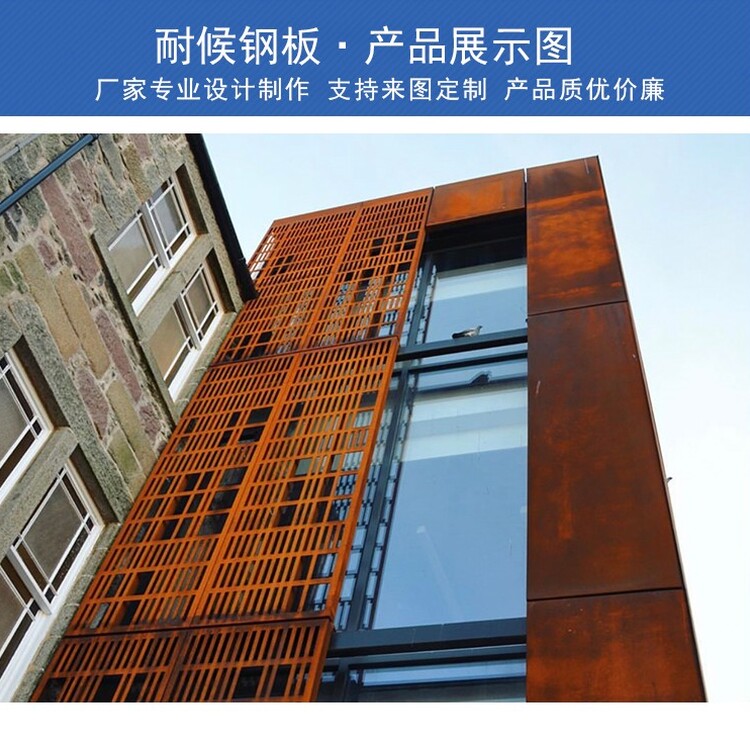
使用方法主要分为七种:
1.切割:可用等离子切割、碳弧、砂轮锯将大面积复层钢板切割成所需要的形状。佳方法是用空气或者惰性气体等离子弧进行切割,推荐方法是从合金面开始切割。碳弧切割应从基板一面开始切割。如果采用锯片,只能进行直线切割,需要采用碳化硅锯片。
2.弯曲:耐磨钢板可以进行冷加工成型,根据需要弯曲成所需要的形状,或弧或圆。凹面成型,合金裂纹由于向内应力将紧闭;凸向成型,裂纹将变大开裂,这是正常现场。如果开裂过大,使用相应焊条进行修补。卷曲成管,按推荐小弯曲半径进行。
3.开孔:大孔可以采用等离子切割,小孔推荐使用电火花机床。装配螺栓用的沉头孔可以用等离子或者碳弧切割加工。
4.焊接:大面积复合钢板的母材是可焊接性能很好的钢板,需要两块钢板拼接时,可先将背面母材焊接在一起,然后用相应的堆焊焊条将正面堆焊层填平补齐。耐磨钢板也可以焊接到其他钢结构上。
5.塞焊:可用等离子或者碳弧气刨在耐磨钢板上开孔,通过塞焊的方法与其他钢结构件连接。
6.螺栓固定:可以用闪光焊或者融化焊的方法将螺栓焊接到钢板的母材上,然后与其他工件连接,也可以在耐磨钢板上开孔,通过螺栓与其他工件连接;
7.表面加工:耐磨钢板表明无须加工,如果需要加工,只能是研磨,其他常规方法不适用。耐磨钢板不适用表面精度要求高的场合。
钢板是平板状,矩形的,可直接轧制或由宽钢带剪切而成。
钢板按厚度分,薄钢板4毫米(薄0.2毫米),厚钢板4~60毫米,特厚钢板60~115毫米。
钢板按轧制分,分热轧的和冷轧的。
薄板的宽度为500~1500毫米;厚的宽度为600~3000毫米。薄板按钢种分,有普通钢、钢、合金钢、弹簧钢、不锈钢、工具钢、耐热钢、轴承钢、硅钢和工业纯铁薄板等;按用途分,有油桶用板、搪瓷用板、用板等;按表面涂镀层分,有镀锌薄板、镀锡薄板、镀铅薄板、塑料复合钢板等。
厚钢板的钢种大体上和薄钢板相同。在品各方面,除了桥梁钢板、锅炉钢板、汽车制造钢板、压力容器钢板和多层高压容器钢板等品种纯属厚板外,有些品种的钢板如汽车大梁钢板(厚2.5~10毫米)、花纹钢板(厚2.5~8毫米)、不锈钢板、耐热钢板等品种是同薄板交叉的。
另,钢板还有材质一说,并不是所有的钢板都是一样的,材质不一样,其钢板所用到的地方,也不一样。