南阳隔膜水洗压滤机联系方式
-
面议
及时发货
交易保障
卖家承担邮费
厢式压滤机一般有头尾两个支座,以承受整台机器的重量。尾端(止推板端)和进料管相连接,尾端的支承座用螺栓固定在基础上。头端(压紧装置端)与尾端相距较远,两者之间由两根横梁相连接。大型的自动压滤机的横梁长度约为11-14m,每侧横梁中间设有2个支撑腿。工作时,横梁承受压紧装置的压力(水平方向)和过滤时的泥浆载荷(垂直方向);液压缸和活塞杆传递的压紧力,可导致横梁水平方向的弹性伸长。大型压滤机的这一伸长量可达3-5mm,所以应压紧装置端能自由伸缩。这样在压滤机的安装中,要求压紧端下部的2个支承座和两侧横梁支承腿均采取浮动安装的方式,与支撑基础不相连接。
铸铁滤板两侧均布的V型凹槽和滤布之间形成的间隙,使滤布分离出的水分得以顺畅下流。随运行时间的增加,细微的颗粒穿透滤布后,固化于滤板表面,将V型凹槽填平,增大过滤阻力,造成滤布性能劣化的误判。所以在更换滤布的同时,要注重对滤板V型凹槽的清理。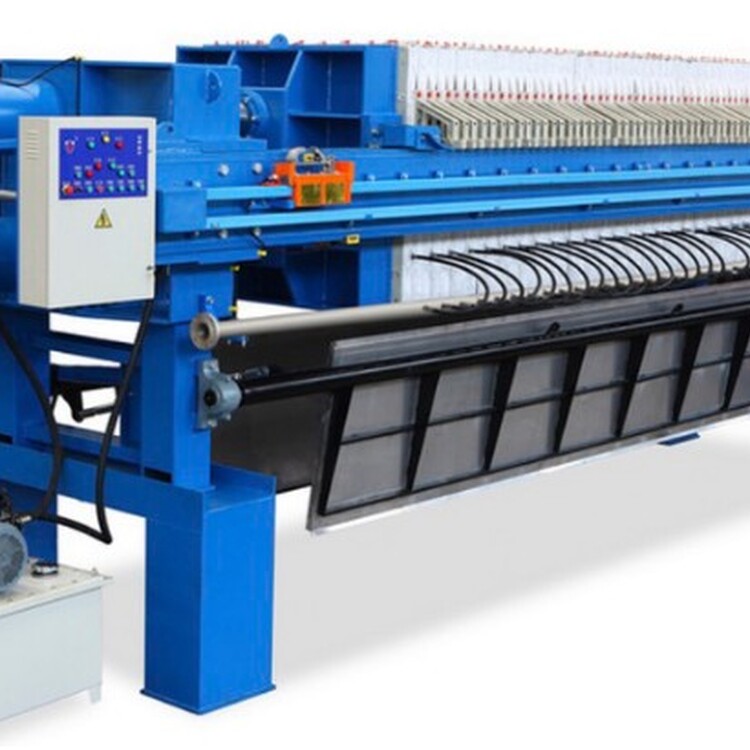
卸料过程中,滤饼经常落入拉板导轨,对拉板机构和传动链条的润滑状况形成破坏、恶化。压滤机运转周期达一年后,将两侧的链条盖板打开,清理内部积存的泥块;同时,将链条拆下用机油浸泡,煤油清洗。随着压滤机的连续运转,拉板机构的拨爪和滤板的支耳相互之间的距离逐渐增大,使拉板机构出现不规则的窜板或跳板现象,应及时更换拉板机构或将拉板导轨局部衬垫。
自动压滤机在过滤作业中,滤板之间发生喷料现象,其原因:
①在滤板边框的压紧面,滤布出现折叠;
②滤布发生破损;
③两侧横梁出现不同程度的侧向弯曲(水平方向);
④止推板未压紧或液压缸的压紧力偏小。
在正常条件下,滤板两侧压力处于平衡状态。当滤板的两侧处于不同的过滤阶段,即一侧为过滤,另一侧为液力挤压,滤板两侧形成了压力差,从而损坏滤板。其原因:
①卸料过程中,滤板两侧残留的泥量相差大;
②压滤机开始过滤后,给料泵中途停车时间较长,滤室内半流动状态的滤饼出现不同程度的下沉;
③滤板的进料孔堵塞。
由于隔膜压滤机的型号较多,不同型号的设备适用的领域不同,同时不同企业对于设备的过滤精密度的要求也有很大差异,因此在设备的选择过程中消费者需要核对以下这些参数。
孔目数的选择:主要考虑需拦截的杂质粒径,依据介质流程工艺要求而定。各种规格丝网可拦截的粒径尺寸查下表“滤网规格”。
进出口通径:原则上过滤器的进出口通径不应小于相配套的泵的进口通径,一般与进口管路口径一致。
过滤器材质:过滤器的材质一般选择与所连接的工艺管道材质相同,对于不同的服役条件可考虑选择铸铁、碳钢、低合金钢或不锈钢材质的过滤器。
过滤器阻力损失计算:水用过滤器,在一般计算额定流速下,压力损失为0.52~1.2。
压滤机整机检查包括哪些项目?
1 )将液压站、控制柜擦干净,检查液压站各油管安装是否正确,控制柜接线是否正确,所有电气接线是否正确。
2 )机架、滤板擦干净,检查滤板排列是否正确; 检查滤布的安装有无折断,如果有,需要弄平。
3 )检查进料、水洗、吹气等管路和阀门配置是否正确合理。
压滤机有哪些安全相关事项?
1 )经常检查各种仪表的工作情况,发现异常及时维修或更换。
2 )严格按照注意事项、日常保养及维护、压滤机故障维修方法的相关内容进行操作,禁止各种仪表在非正常状态下进行过滤操作。
3 )油缸工作压力一般在25Mpa左右,先导压力为31.5Mpa,但严禁长时间工作超过28Mpa,禁止工作超过31.5Mpa。
压滤机试车前的准备工作是什么?
1 )准备足够的过滤浆液、气源、水源等,以满足试车条件。
2 )对需要检查、检测过滤浆液的用户,配备检查员、必要的检测设备和试剂。
3 )配备维修人员1-2名,操作数名工人。
4 )备有小型千斤顶、活扳手、锤子、钢丝钳、螺丝刀、管钳、内六角扳手等一般工具,备有少量油、润滑油、棉纱等辅助材料使用。