



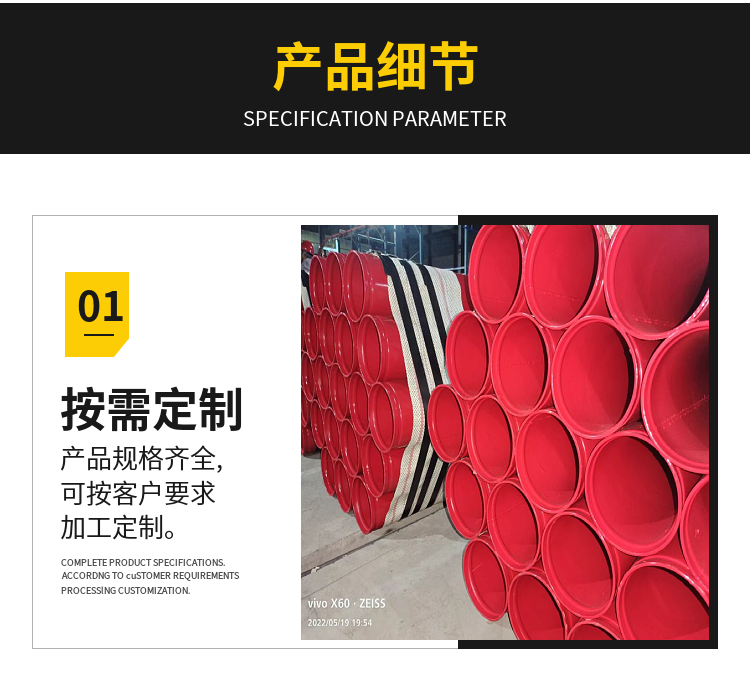












钢管在喷漆前先经过抛丸处理和中频预热,在采用静电喷涂将环氧粉末涂料喷涂在加热的钢管表面上,融粘结在钢管表面,固化成涂层,FBE涂层一般为一次成膜结构,焊缝上有连续声波探伤标记的部位,经过手动超声波和X射线复查,如确有缺陷,经过修补后,再次经过无损检验,直到确认缺陷已经去除,将带钢送入16Mn直缝钢管机组,经多道轧辊滚压,带钢逐渐卷起,形成有开口间隙的圆形管坯,辊的压下量,使焊缝间隙控制在1~3mm,并使焊口两端齐平,如间隙过大,则造成邻近效应,涡流热量不足,焊缝晶间接合不良而产生未熔合或开裂,如间隙过小轧制:将钢材金属坯料通过一对轧辊的间隙(各种形状),因受轧辊的压缩使材料截面减小,长度的压力加工。,压扁试验:外径大于22mm,并且壁厚小于10mm的钢管进行压扁试验,公式为:H=(1+a)S/a+S/D H-平面距离 S---钢管的公称壁厚 D---钢管的公称外径 a-单位长度变形系数为0.08,当S/D大于等于1.25时为0.07,压扁试验不得有裂缝和裂口。,和压力大。,涂塑复合钢管是以焊接钢管为基材,采取喷砂化学双重前处理、预热、内外涂装、固化、后处理等工艺制作而成的钢塑复合管。具有其优良的综合性能,很强的耐腐蚀性和机械性,良好的耐化学性和耐水性,具有减阻、防腐、抗压等作用。。