南投县电器五金插件黄铜色配件
-
面议
及时发货
交易保障
卖家承担邮费
五金冲压就是利用冲床及模具将不锈钢,铁,铝,铜等板材及材使其变形或断裂,达到具有一定形状和尺寸的一种工艺。
五金冲压有时也称板材成形, 但略有区别。所谓板材成型是指用板材、薄壁管、薄型材等作为原材料进行。塑性加工的成形方法统称为板材成形,此时,厚板方向的变形一般不着重考虑。
就是利用冲床及模具将铁,铝,铜等板材及材使其变形或断裂,达到具有一定形状和尺寸的一种工艺。
五金冲压有时也称板材成形, 但略有区别。所谓板材成型是指用板材、薄壁管、薄型材等作为原材料进行。塑性加工的成形方法统称为板材成形,此时,厚板方向的变形一般不着重考虑。
冲压行业是一个涉及领域极其广泛的行业,深入到制造业的方方面面,在国外将冲压称为板材成形。在我国也有这样称呼的。中国的冲压行业是个什么样子的,国外如何,我们如何走,这是我们大家关心国家关心的问题。
冲压的大力发展应归功于汽车、飞机及家电日用品的发展。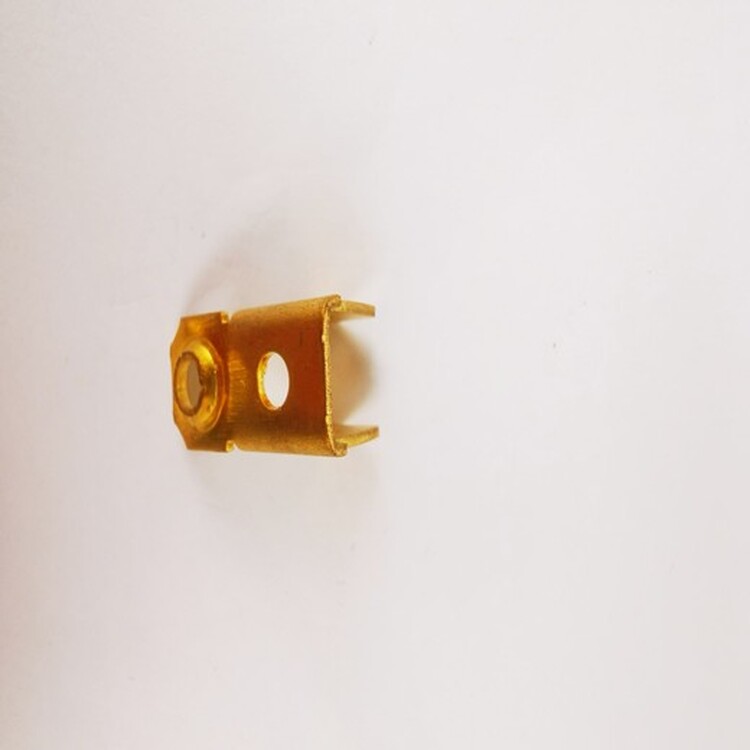
在冲压过程中,由于材料的表面不受破坏,故有较好的表面质量,外观光滑美观,这为表面喷漆、电镀、磷化及其他表面处理提供了方便条件。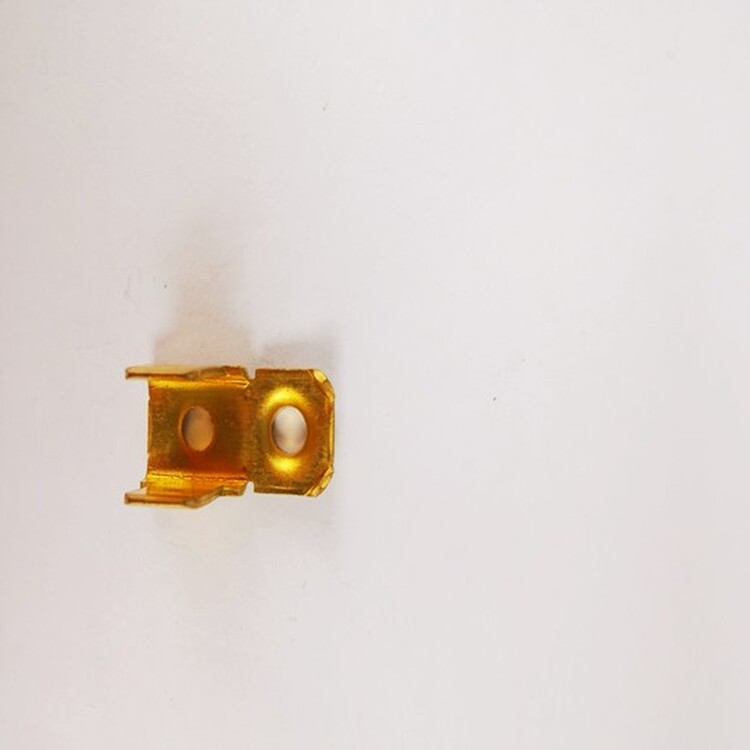
冲压五金件加工的原则
1、精密原则:拉深件的工序数量与材料性质、拉深高度、拉深阶梯数以及拉深直径、材料厚度等条件有关,需经拉深工艺计算才能确定。
2、精细原则:弯曲件的工序数量主要取决于其结构形状的复杂程度,需根据弯曲角的数目、相对位置和弯曲方向而定。
3、精美原则:当冲压加工件的断面质量和尺寸精度要求较高时,可以考虑在冲裁工序后再增加修整工序或者直接采用精密冲裁工序。
4、原则:冲裁形状简单的工件时,采用单工序模具完成即可,而在冲裁形状复杂的工件时,由于模具的结构或强度受到限制,其内外轮廓应分成几部分冲裁,需采用多道五金冲压加工工序。必要时,可选用连续模。对于平面度要求较高的工件,可在冲裁工序后再增加一道校平工序,将每种产品的特点到生产的工艺中。
5、原则:为了确保精密五金冲压件的质量,提高五金冲压加工工艺的稳定性有时就需要增加工序数目。如弯曲件的附加定位工艺孔冲制、成形工艺中的增加变形减轻孔冲裁以转移变形区等,每个产品做到精密、精细、精美的程度。
以上就是提高五金冲压件质量的方法,制度合理的加工工艺是提高工件精度有效的方法。