佐涂生产环氧酚醛防腐涂料用途
-
¥25.00
及时发货
交易保障
卖家承担邮费
以环氧树脂,酚醛树脂、超微细玻璃鳞片、耐酸碱颜料、助剂组成漆基,以混合胺为固化剂。使用时按规定比例混合,充分搅拌均有后在规定时间内用完。
物理参数及施工参考: 闪点 23℃
比重 约1.5kg/升
混合后适用时间 6小时
理论涂布率 7.5米2/升(干膜100微米计)
建议涂装道数 2道
复涂间隔时间 16小时后,超过3天应打磨 配套用漆 底漆用环氧防锈漆环氧、聚氨酯、丙烯酸、氟碳漆等面漆 表面处理 底层面上应干燥,无油污、灰尘 施工环境 底材温度应3℃以上, 相对湿度85%以下,雨、雪天不宜施工 涂装方法 喷涂、刷涂 稀释剂(注:加入稀释剂将降低干膜厚度) 环氧稀释剂5%-10%
环氧酚醛防腐涂料表面处理标准要求:手工和动力工具除锈 手工和动力工具除锈以字母“St”表示。除锈等级: St2 的手工和动力工具除锈 钢材表面应无可见的油脂和污垢,并且没有附着不牢的氧化皮、铁锈和油漆涂层等附着物。 St3 非常的手工和动力工具除锈 钢材表面应无可见的油脂和污垢,并且没有附着不牢的氧化皮、铁锈和油漆涂层等附着物。除锈应比St2更为,底材显露部分的表面应具有金属光泽。
对于环氧酚醛涂料,合适的粗糙度范围以39—75um为宜。 涂装前表面粗糙度的控制主要靠调整磨料粒度大小,形状,材料和喷射速度,作用时间等工艺参数,其中以磨料粒度大小对粗糙度影响较大。 美国钢结构涂装协会(SSPC)喷射不同磨料所测得的粗糙度 点击查看原图 国际标准化组织制定的评定喷射处理之后钢铁表面特性的ISO8503标准中规定了显微测量法,触针测量法和 ISO表面粗糙度基准比较样块三种评定办法。实际上,仍采用传统的用带有探针和刻度表的Elcometer123粗糙度测量仪,或用RUGOTESTNo.3或COATTEST标准比较样板等方法测量或评定表面粗糙度。
环氧酚醛璃鳞片涂料防腐应用及施工 玻璃鳞片于1953-1955年间由美国欧文斯-康宁玻璃纤维公司开发制造,并应用于涂料领域。1967年日本板硝子公司引进了此项技术,1971年日本富士树脂公司开发的树脂基玻璃鳞片涂料成功应用于火力发电厂的脱硫装置,在以后的几十年里玻璃鳞片在日本的电力、石油化工、海洋工程等领域得到了广泛的开发应用。我国从1983年开始研发玻璃鳞片防腐涂料,已在重防腐领域获得广泛应用。 玻璃鳞片涂料是一种新型、防腐涂料,由于涂料中添加了片状玻璃鳞片,在涂层中片状玻璃鳞片彼此平行或重叠排列,形成一道道鳞片保护屏障,延缓腐蚀介质透过涂层到达基材表面的时间,从而大大延长了基材的使用寿命。 海洋是一个严酷的腐蚀环境,以钢铁为主要结构材料的采油平台、油轮和管道,时时刻刻都面临各种海洋环境腐蚀介质的侵蚀;因此在腐蚀防护设计中,海上平台、油轮、海底管道等应用重防腐涂料,或防腐涂层与阴极保护等协同防护,达到长期保护的目的。玻璃鳞片涂料由于其的阻隔、屏蔽效应,在海洋重防腐领域得到了广泛的应用。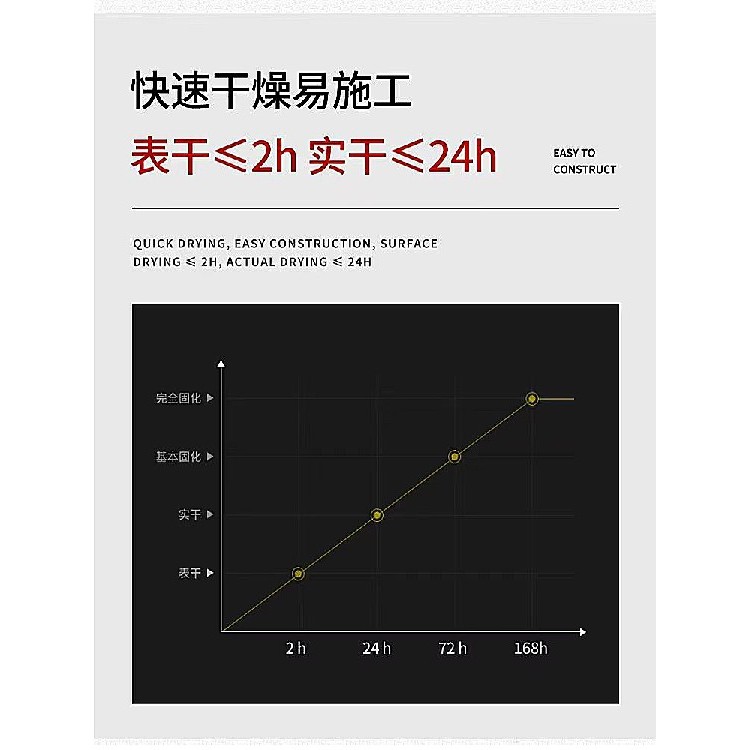
环氧酚醛漆表面处理的要求 表面处理是喷重防腐涂料前除去钢材等基材表面的附生物或生成的异物,以提高基材表面与涂层的附着力或赋予表面一定的耐蚀性的过程。表面处理是重防腐涂料涂装工艺中重要的部分,是重防腐涂料发挥优能的关键。在影响防腐蚀涂层的有效使用寿命的诸多因素中,表面处理质量的影响率高,达49.5%,其他依次为:涂装工艺条件等26.5%,涂层厚度19.1%,涂料种类4.9%。 表面处理包括去油脱脂,扫砂、喷砂和抛丸,电焊缝及角隅结构打磨处理等,其主要目的是加强与改善涂层与基底间的附着力: (1)基材表面有一定等级的清洁度,提高涂料的润湿性; (2)使基材表面有一定等级的粗糙度,提高涂料与基材的附着力; (3)强化钢材表面,有效消除残余应力,增强涂层的耐腐蚀能力。
耐高温涂料性能特点 涂层结构致密,保护基体,有很好的耐磨、耐腐蚀性。 与基体结合力强,涂层能渗透基体形成过渡层和涂层的结构,耐机械冲击和热冲击。 高强度耐磨、耐腐蚀、耐高温。 提高涂料的黑度,使其在波长2.5-15μm的光谱区间,发射率都在0.93以上,并对增黑剂进行了稳定化处理,提高了性能,大大延长了涂层使用寿命。