宿迁热管散热器现货供应,型材散热器47×32×18.5
-
面议
及时发货
交易保障
卖家承担邮费
焊管工艺:适合铜板+铜管的方式,以此降低板材厚度起到减重效果。 双面夹管工艺:合两面安装器件,工艺简单成本低;铝板+铝管&铜管&不锈钢管。
功率大的铲齿散热器的优点是热管散热器密度大,冲压成型,具备别的热管散热器生产工艺流程所不具备的导热性能,排热稳定性高,可以确保太阳能逆变器的稳定的工作,延长使用寿命,从源头上减轻企业的维护费用。
水冷板的结构设计 1)材料。水冷板材料通常使用铝、铜、不锈钢等,其中以铝使用广泛。铝材料密度小,导热系数高,次于铜,而且三者当中为便宜,因此产品。 2)密封。水冷板的密封方式主要有O-Ring密封,焊接。O-Ring密封的方式适合在小压力的情况下,需要考虑O-ring的耐高温和耐老化问题;焊接可以使整个冷板形成一体性,具备很高的可靠性和耐久性。北京百明盛达科技发展有限公司目前主要提供焊接水冷板,焊接方法包括真空钎焊、搅拌摩擦焊接等。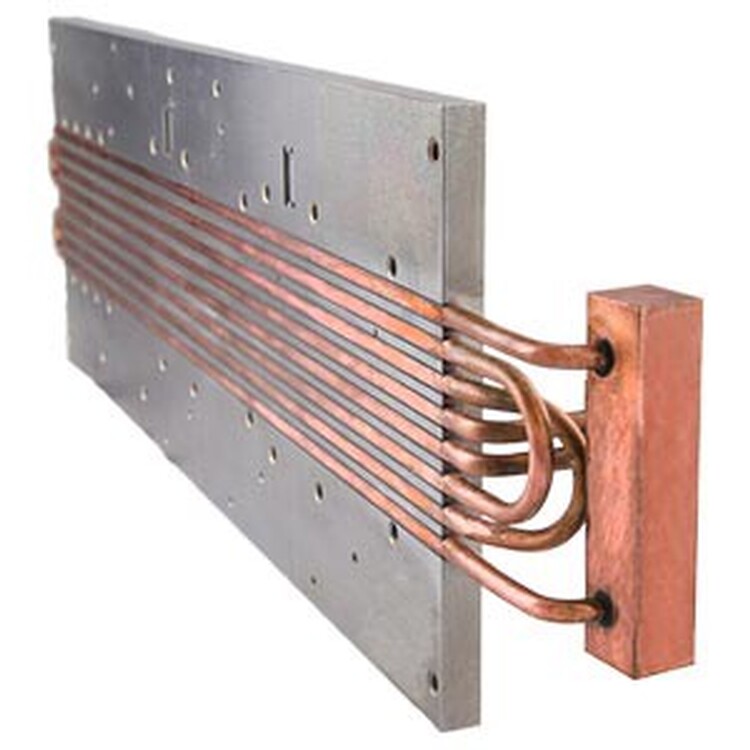
水冷板的焊接方式有:氮气保护钎焊,真空钎焊,氩弧焊,搅拌摩擦焊等。焊接方式的选用与材质和产品的厚度有关,氮气保护钎焊和真空钎焊通常适用于产品壁薄,质量小的产品如热交换器,雷达天线等,焊接母材通常选用AL3003,AL4004,AL4045,AL4043等;氩弧焊接由于起弧温度高,加上有氩气保护,可以焊接任意形式铝材,但是由于氩焊温度高,焊接的母材需比较厚,焊接时容易产生局部变形,焊缝需要后加工处理,加工面有砂眼,裂纹等缺陷。氩焊通常采用手工操作,具有不稳定性。搅拌摩擦焊接特别适用于铝合金的焊接,具有缺陷率低、绿色环保的技术特点,是厚壁较大型的冷板制作的焊接工艺。以上无论何种焊接方式,焊缝周围都需要注意材料无杂质,否则影响焊接产生缺陷。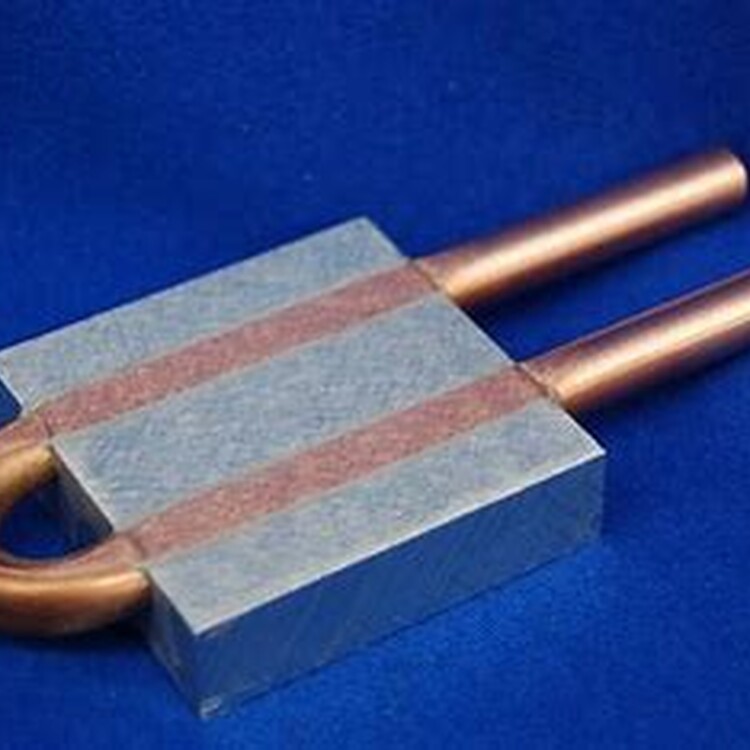
水冷板的承压和泄漏测试 1)依照客户规格对产品性能进行测试 2)承压和泄露测试。水冷板通常要求产品测试压力为正常使用压力的2~3倍,保压时间一般在15~120min之间。 Ø干燥的空气通入产品,保压2小时,产品放入水中或者焊缝涂上肥皂液观察产品是否泄露。鉴于气体的可压缩性,气体测试通常比较危险,产品若承受不了气体的高压,压缩气体瞬间释放能量会产生爆炸,该方法在实际操作中较少使用 Ø蒸馏水或者纯净水通入产品,保压2小时,产品置空气中观察是否渗水或冒水。许多细小的泄露通常会冒极小的水珠,观察上时好用放大镜在灯光下观察。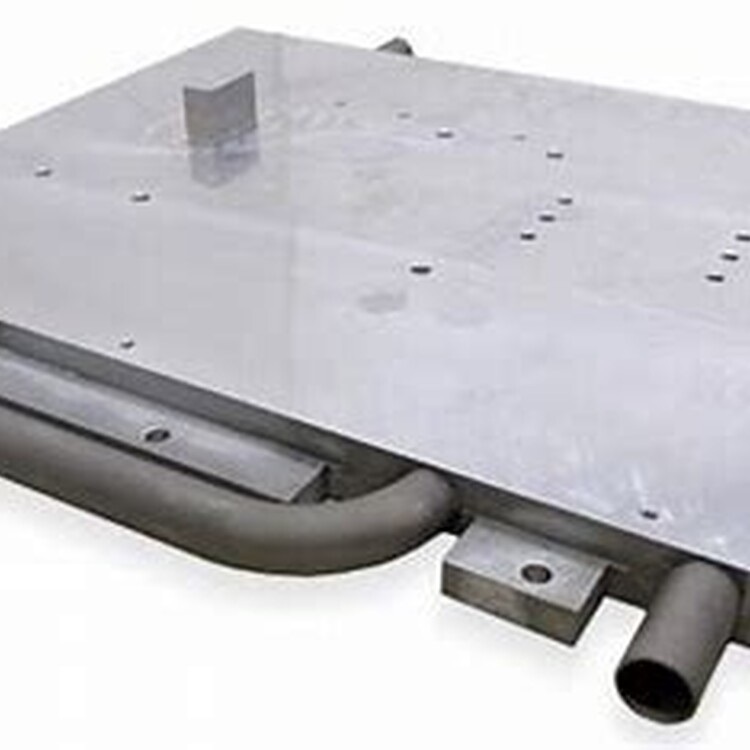
以某产品需要测试10kg/cm2为例,首件产品先通入2kg压力,保压10分钟,观察无异样,然后通入5kg,后才通入7kg,再至10kg。验证产品可以抵抗10kg压力后,后续测试依照2kg 3分钟,5kg 3分钟,10kg 10分钟测试(具体按照客户要求或者设计规格)