在手工焊接过程中,其焊接速度、送锡量、焊接时间等受人为因素影响较大,焊接质量取决于工人操作经验。当使用自动焊锡机自动焊锡时,其产品在焊接过程中的关键参数都是单设定的,设置完成导入设备后只需要人工辅助放料即可,完全可以消除对技术工人依赖,减少了人为因素对产品焊接质量的干扰。
润湿原理:润湿过程是指已经熔化了的焊料(锡丝)借助毛细管力沿着母材金属表面细微的凹凸和结晶的间隙向四周漫流,从而在被焊母材表面形成附着层,使焊料与母材金属的原子相互接近,达到原子引力起作用的距离。引起润湿的环境条件:被焊母材的表面是清洁的,不能有氧化物或污染物。打个形象的形象比喻就是:把水滴到荷花叶上形成水珠,就是水不能润湿荷花。把水滴到棉花上,水就渗透到棉花里面去了,就是水能润湿棉花。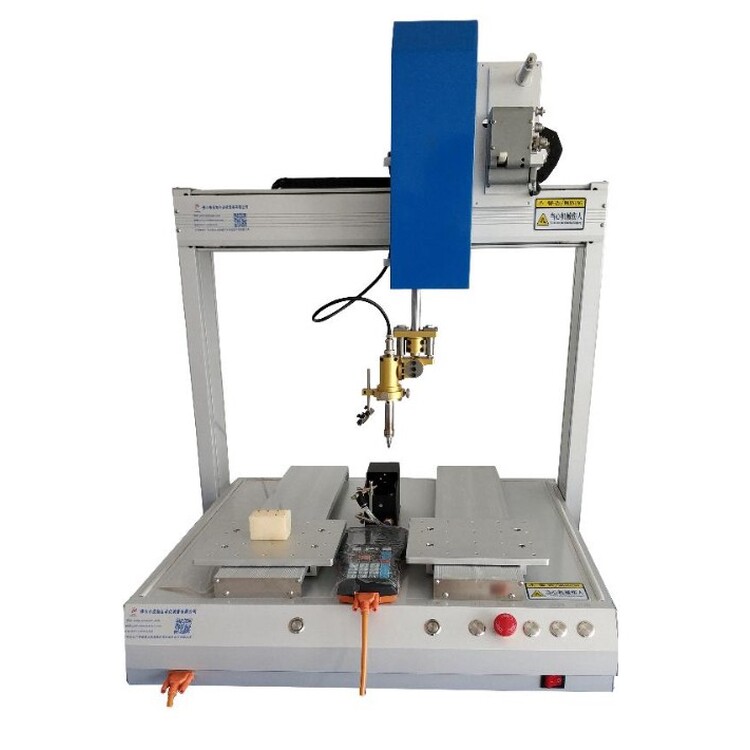
冶金结合原理:由于焊料与母材相互扩散,在2种金属之间形成了一个中间层---金属化合物,要获得良好的焊点,被焊母材与焊料之间形成金属化合物,从而使母材达到牢固的冶金结合状态。这就好比是炼钢一样,多种金属融化后结合在一起。
焊接时间要控制好,不能过长。焊接时间的恰当运用也是焊接技艺的重要环节。如果是印制电路板的焊接。一般以1~2S为宜。焊接时间过长,焊料中的焊剂完全挥发,失去助焊作用,使焊点表面氧化 ,造成焊点表面粗糙、发黑、不光亮、带毛刺或流动等缺陷。同时,焊接时间过长、温度过高,还容易 烫坏元器件或印制电路板的铜箔。若焊接时间过短,又达不到焊接温度,焊锡不能充分熔化,影响焊剂的润湿,易造成虚焊。
烙铁头插在发热芯内部,加热器产生的一部分热能量被吸收到烙铁头上,而另一部分则会流失。必需要扩大加热器的功率获得性能相等的热量。过大的功率一方面增加温度稳定控制的难度,而且过大的消耗导致发热芯和烙铁头的寿命减短。
如果烙铁头上有黑色氧化物,烙铁头就可能会不上锡,此时立即进行清理。清理时先把烙铁头温度调到约250°C,再用清洁海绵清洁烙铁头,然后再上锡。不断重复动作,直到把氧化物清理为止。 这一点要养成好习惯。保养重要!