张家口冷风机胀管机厂家供应
-
面议
及时发货
交易保障
卖家承担邮费
胀管机的工作原理是电动胀管机在带动塞入管孔的胀管器顺时针旋转的时候因为胀管器的胀珠和管子间会产生旋转角,让胀管器在旋转的时候顺着管子的轴线向前,由于胀管器前面细后面粗,所以胀珠的滚动会使管子慢慢胀开,和管板孔壁紧密相接。在胀管的时候因为胀管器的不断扩张,胀管机所提供的转距会慢慢变大,胀管机的电机电流因此也增大,经过数字控制仪对电流的采样,放大模数转换,数字显示实际时的工作电流,经比较器与预先设定的胀管值比较,到达设定值时控制仪控制电机自动停转。经延时电路的延时间隔,控制仪又自动驱动胀管机逆时针反转,使胀管器开始松开。待松开时间到达与之预先设定的退出时间时,控制仪断开胀管机电机电源,胀管机停转,从而完成一个胀管过程。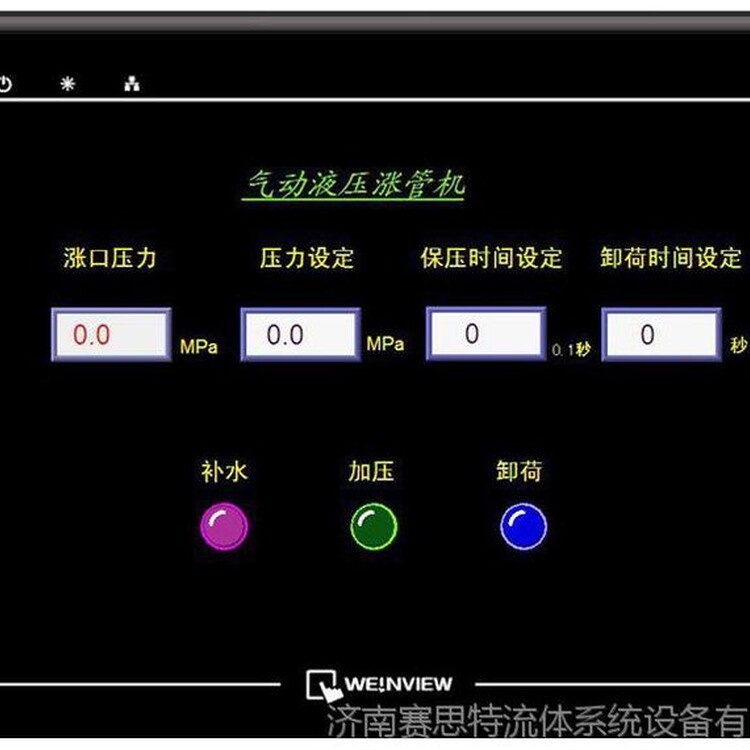
胀管器一般采用轴承钢、碳钢还有弹簧钢等各种金属材料制作。具体用哪种金属制作,根据客户要胀接的管子材质、胀管率等因素由技术部门商讨决定,用户的产品质量要求。
机械胀接是国内外目前为常用的方法。机械胀管的工具有电动、气动、手动等区别。该方法除了具有劳动强度高和工作效率低、损伤管子等缺点外,还难以对管板厚度超过100毫米以上的换热器实行全厚度胀接。而现代化工装置都在高参数下运行,换热器的管板厚度越来越厚,管板厚度超过200毫米的换热器已不鲜见,用传统的机械胀接技术已无法对这种厚管板换热器进行全厚度胀接,使得换热管和管板之间的间隙难以消除,留下间隙腐蚀的隐患。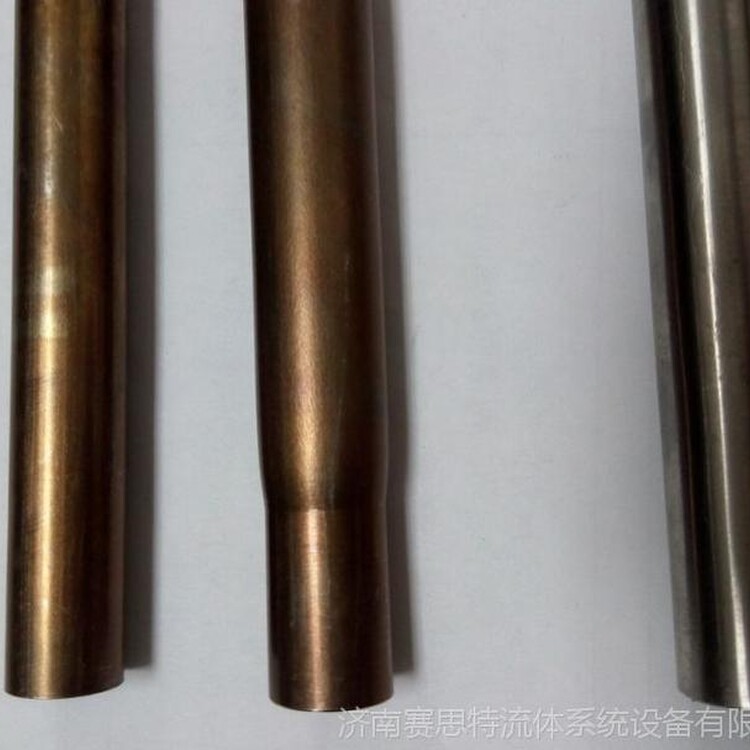
耐高压涨杆:
耐高压涨杆是个生产企业广泛应用于换热器、锅炉、制冷、核电站等设备制造过程中膨胀工艺的器具,再胀管机的受压下,实现胀接工艺,使用本产品能够消除管壁间隙噪音,,无应力,速度快。
胀管器的使用方法:
直筒、翻边、深孔、轴承式四种胀管器须先把胀壳退至胀杆小头,然后将胀管器伸入管内,接着推进胀杆,使胀杆、胀珠、管子内壁都相互贴紧后用棘轮扳手或
胀管机带动胀杆作顺时针方向旋转,胀杆则自动向前推进,胀珠则反向旋转,在管子内壁进行碾压,迫使管壁金属延展管径增大,直至达到胀接要求为止,退出时,只需将胀杆做逆时针旋转,胀杆就会自动退出,松后便可以从管内取出。
调节式胀管器在胀前须根据胀接长度的要求,通过调节螺母把定位套调整到恰当的位置,拧紧定位螺钉,然后根据上述四种胀管器的操作方法使用。
深孔调节式胀管器在胀前须根据胀接深度尺寸,通过调节螺母把定位套调整至恰当的位置,拧紧锁紧螺母,然后根据上述胀管器的操作方法使用。
控直、控翻、90°无声翻边式三种胀管器都是通过调节螺套来控制胀管率的大小,螺套往里旋则胀管率增加,螺套往外旋,则胀管率减小,所以胀前须把螺套旋出,但不至脱落,然后根据上述各种胀管器的使用方法进行试胀,确定胀管率达到规定要求后用紧定螺钉把螺套的位置固定后可进行正式胀管。