福建三明市全自动数控打孔机冲孔机打眼机使用
-
≥ 1台¥29999.00
及时发货
交易保障
卖家承担邮费

福建三明市全自动数控打孔机冲孔机打眼机使用福建三明市全自动数控打孔机冲孔机打眼机使用福建三明市全自动数控打孔机冲孔机打眼机使用
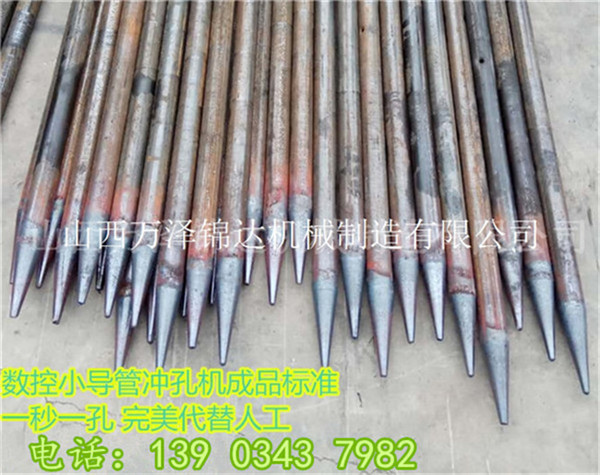
产品使用说明
小导管冲孔机操作步骤:将单支工件放入进给主机工作台→自动→自动上料到设定位置→
按既定数控程序等距、不等距准确进给→自动压紧→按既定的数控程序冲压→循环往复 N 次完
成一支工件加工要求→下料→重复下支工件。
送料动力:采用大扭矩力交流同步伺服电机,具有反应快,定位精度高,低噪音,制动热损小,寿命长的特点。
运动控制:采用的plc控制器,屏操作,简单方便
寿命:本设备件均为名优配件,基础件加工采用数控加工中心制作,装配精度高,较
大限度设备使用寿命。
数控机箱是机器的指挥中心,进料、控制冲孔的速度,调节生产效率是他的职责。
冲压模具是整器的核心,它的精度和直接决定产品的。
这几部分的设置,均是可控的,数控机箱的程序是可以更改的,冲压模具是可以更换的,泵站
提供的压力是可以调节的。

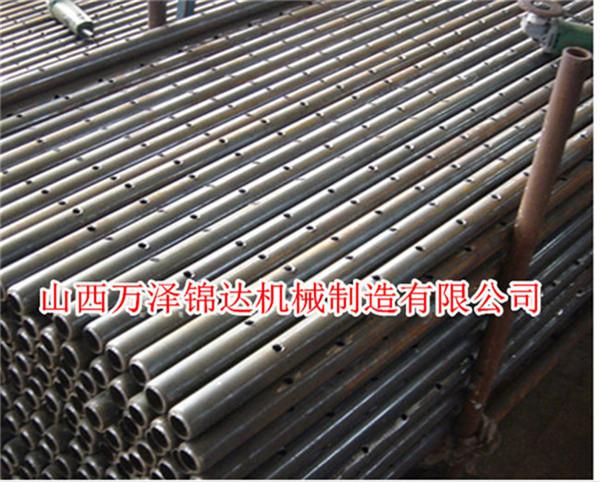
冲孔效率:
1.单次装夹可冲壹根管。
2.速度:25孔/分左右。
3.孔距精度:±0.15,可完成管材上截面冲孔。
4.送料工件冲孔长度:6M单次送料长度:6000MM。
5.操作界面简单易学,瓜操作,可以不等距冲孔,也可以等距。
6.送料:采用液压工件自动进料后,按孔距自动向外送料,送料采用三菱伺服电机自动控制送料. 技术参数

【小导管数控冲孔机】产品性能
1)每天正常工作八小时一人一机可冲孔20000万余孔
2)冲孔速度:80-120次/分,无需定位,无需划线。
3)孔距精度:±10c。
4)-工件冲孔长度:6m单次送料长度:1000mm~6000mm。也可根据要求定制非标设备。
5)操作界面简单易学,瓜操作,有自动计算功能,有单支等距冲孔(针对防盗窗管材冲孔设计程序,只要把料长,冲针直径,孔数输入电脑,就会自动计算头尾长度和孔距)。
6)送料:采用液压/气动工件自动进料后,按孔距自动向外送料,送料采用伺服电机自动控制送料。
小导管在开挖时承受地层的压力,为灌浆防止漏浆,小导管的尾部需设置封堵孔。
注浆施工应根据土质条件选择注浆法:在砂卵石地层中宜采用渗入注浆法;在砂层中宜采用、渗透注浆法;在粘土层中宜采用劈裂或电动硅化注浆法;在淤泥质软土层中宜采用高压注浆法。
注浆材料应具备良好的可注性,固结后应有一定强度、抗渗、、耐久和收缩小,浆液须,注浆工艺应简单、方便、注浆材料的选用和配比的确定,应根据工程条件,经试验确定。
注浆施工期应监测地下水是否受污染,应该防止注浆浆液溢出地面或超出注浆范围
感谢您关注我们的产品,若您希望进一步的了解,如小导管冲孔机价格、规格型号等更多信息,欢迎您随时联络我们,诚邀为您提供满意的服务!

小导管数控钢管冲孔机特点:
l、重量轻、刚性好、强度高,结构合理。抗风压变形性能,抗雨水渗漏和抗空气渗漏,抗震性能均能结构设计要求;
2、加工性能好。可加工成平面、弧面、球面等各种复杂形状,完全各种造型设计要求;
3、色彩选择范围广,装饰效果好,极易设计师的色彩要求;
4、表面涂层耐候性强、色彩持久不变;
5、防火性能好、耐腐蚀性能优良;
6、施工安装灵活方便、快捷,易于;
7、不易污染,便于清洁和;
电脑冲孔机是针对工厂人手不行而规划的对位冲孔的机器。只需把产品放上机器高清摄像头扫描区域,就能够全的操控产量,设备冲孔精度操控在0.015毫米以下,CCD摄像头扫描时刻0.035秒,冲孔速度0.4秒/孔。为工厂处理了钻孔速度慢,雇员多,耗费本钱一系列的问题。冲孔机选用电脑Windows体系来操控,选用高清CCD摄像头寻找靶标定位。超大LCD让CCD扩展定位孔约50倍。CCD摄像头能辨认资料上破损的异形孔,亦能辨认因为印刷不清或反光或各种色彩的资料!冲孔速度相对其他设备较快;其选用的图象处理体系,使图象辨认时刻操控在0.39-0.6秒内,冲孔速度高达0.4秒/孔。相对其他手动打孔设备来说,打孔机在的速度上占很大优势,很大程度上节省了时刻,和人力! 5、适用于加工0.2-1.2mm各型管材; 可进行缩管、扩管、钝管等多种办法加工,是志趣的管端成型加工机械。 单工位、双工位、三工位、多工位可依工件要求别离规划。在我国开始翻开冲孔机的阶段,产品的规划都是靠人操作机床,看图纸操作,用卡尺来检测加工部件,科学水平低,功率低,产品的科学性不强。现在许多厂家的出产水平都伴跟着我国机床翻开到工业3.0阶段,冲孔机的制作现已不必人去做,由数控程序操控,产品的科学水平现已迈向了一个新的阶段。第七:低本钱。数控护栏打孔机刃具耗能低,化运作更节省了许多人力,管材加工本钱大大下降。冲孔机的运用越来越广泛了,但是在运用冲孔机中,我们首要要留神的就是出产,运用不锈钢冲孔机的现场,应按冲孔机阐明书的要求铲除孔位及周围的石块等物。作业场所距电源变压器或供电主干线距离应在200m以内,主张时电压降不得跨过额外电压的10%。
设备特点:
高能的传动
的管材冲孔机目前的传动主要采用国外大导程滚珠丝杠、直线导轨、的数字式液压主传动,精度高且打孔的速度和行程用户可以自行调控,其冲压速度可调至高达600HPM,性能非常。
自动化的操作装置
为了方便用户使用,管材冲孔机的气动装置采用的全浮动式气动夹钳,使用时,机器能与板料同步,能
够及时加工,不仅加工速度,节省用户时间,而且还能冲压余力,平稳运行。
多能的转盘装置
管材冲孔机通常采用厚转塔转盘,是一种能有效地精度及转盘寿命的装置,此装置设有多种工位参数,用于用户加工不同规格的孔的需求。
的机床装置
管材冲孔机使用时的性离不开其的机床装置,它采用超宽导轨间距的机床身,带有跨度大的特性,运行时可不断,不仅能在加工时充分其速度,还能生产效率。
使用说明
小导管冲孔机操作步骤:将单支工件放入进给主机工作台→自动→自动上料到设定位置→
按既定数控程序等距、不等距确进给→自动压紧→按既定的数控程序冲压→循环往复 N 次完
成一支工件加工要求→下料→重复下支工件。
送料动力:采用大扭矩力交流同步伺服电机,具有反应快,定位精度高,低噪音,制动热损小,寿命长的特点。
运动控制:采用的plc控制器,屏操作,简单方便
寿命:本设备件均为名优配件,基础件加工采用数控加工中心制作,装配精度高,较
大限度设备使用寿命。
数控机箱是机器的指挥中心,进料、控制冲孔的速度,调节生产效率是他的职责。
冲压模具是整器的核心,它的精度和直接决定产品的。
这几部分的设置,均是可控的,数控机箱的程序是可以更改的,冲压模具是可以更换的,泵站
提供的压力是可以调节的。
就在这样的条件下,施工没有停歇,而是24小时不间断地向前。来自保山当地的工人王玉福只有23岁。这个不折不扣的“90后”干的是苦的钻孔,打孔时要嘛烟尘四溢,汗水落到眼里又痒又疼,要嘛被的水浇成“落汤鸡”。可是小伙子却说:“没觉得有啥苦,热了就地还有水冲澡呢,多方便。”