为使风管焊缝均匀地受热和冷却,以减少变形,焊接时从中间往两头逆向分段施焊;组对时先将风管点焊,用夹具将其固定后再进行焊接,焊接时形成的高温,在冷却过程中所产生的收缩变形由夹具克服,达到防止变形的目的。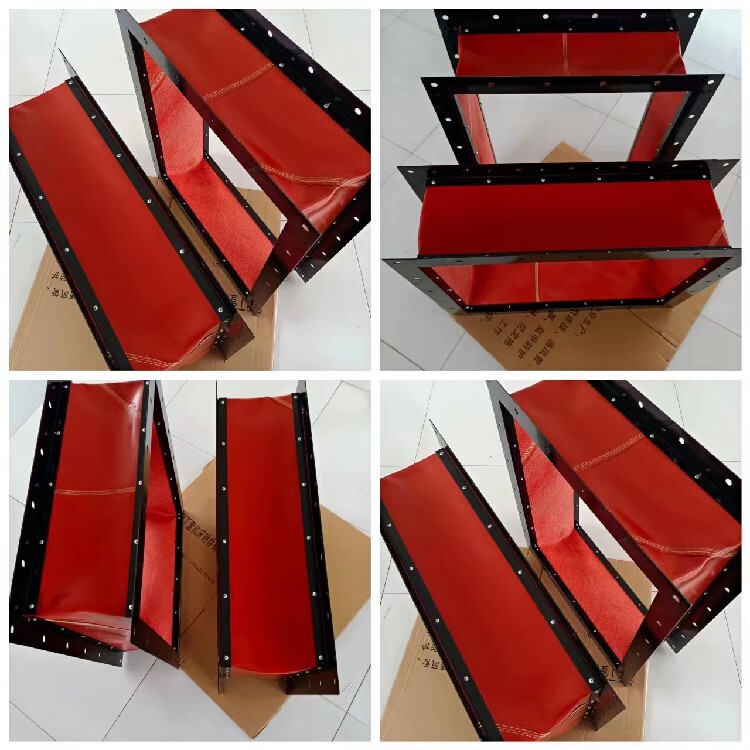
风管缝应紧密,宽度应均匀,无孔洞、半咬口和胀裂等缺陷。
当风管与风机衔接时,应在进出风口处加软接头,其软接头的断面尺度应与风机进出风口共同。软管接头普通可采用帆布、人造革等材料,软管长度不宜小于200,松紧度应适宜,柔性软管可缓冲风机的振荡。
生产线机械化、自动化程度高,大大提高了制作效率以及风管的制作精度。
风管自动压筋,强度高且外形美观整洁,锌层破损少。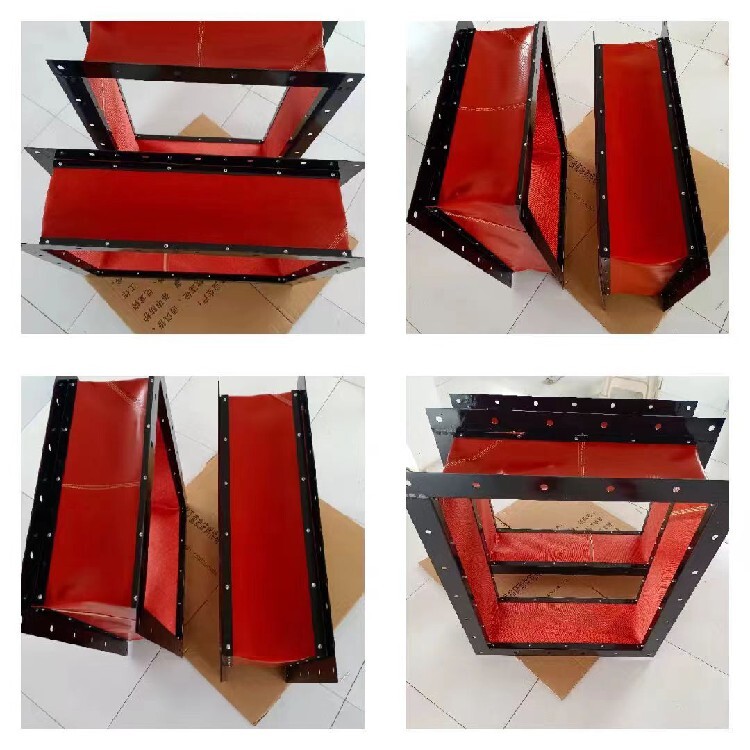
风管生产安装快捷,减轻劳动强度,提高劳动效率,满足现代化工程需要,提高安装单位竞争优势。