浦东带颈平焊弯头
-
面议
及时发货
交易保障
卖家承担邮费
多节焊制弯头的焊后处理:
如弯头的壁厚比较厚,焊后好对焊件立即进行消除应力热处理,特别是对于大厚度焊件、高刚性结构件以及严厉条件下(动载荷或冲击载荷)工作的焊件更应如此。消除应力的回火温度为600~650℃。对于薄壁弯头,焊后可不做应力热处理。另外,弯头在焊接后要进行除渣、酸洗等处理,去除焊接过程中产生的氧化物、杂质等,确保弯头的使用质量。
生产法兰、管件、弯头、三通、异型管件、法兰垫片和封头,欢迎登陆网站:对焊弯头在不正确的使用中能够产生腐蚀现象,对焊弯头发生腐蚀后,通常表现为对焊弯头的管壁变薄,出现局部的凹坑以及麻点。对焊弯头在腐蚀之后的检测方法:漏磁通法检测的基本原理是建立在铁磁材料的高磁导率这一基本特性之上的。
对焊弯头腐蚀缺陷处的磁导率远小于对焊弯头的磁导率,对焊弯头在外加磁场作用下被磁化,当对焊弯头中无缺陷时,磁力线绝大部分是通过钢管,此时磁力线分布均匀;当对焊弯头内部有缺陷时,磁力线发生弯曲,并且有一部分磁力线泄漏出钢管的表面。检测被磁化对焊弯头表面逸出的漏磁通,就能判断缺陷是否存在。超声波法超声波检测法是利用超声波的脉冲反射原理来测量管壁腐蚀后的厚度
工艺采用自蔓延离心浇注的方法成型,主要利用物质自身化学反应,放热燃烧产生高温,在燃烧波蔓延过程中合成新物质的技术。检测时将探头垂直向对焊弯头内壁发射超声脉冲,探头接收到由管壁内表面的反射脉冲,然后超声探头又会接收到来自管壁外表面的反射脉冲,这个脉冲与内表面反射脉冲之间的路程间距反映了管壁的厚度。煨弯:指把管加工成对焊弯头,一般是指水电用金属管及电气PVC穿线管;煨对焊弯头:多指给排水的金属对焊弯头,小管径对焊弯头可以通过煨弯得到。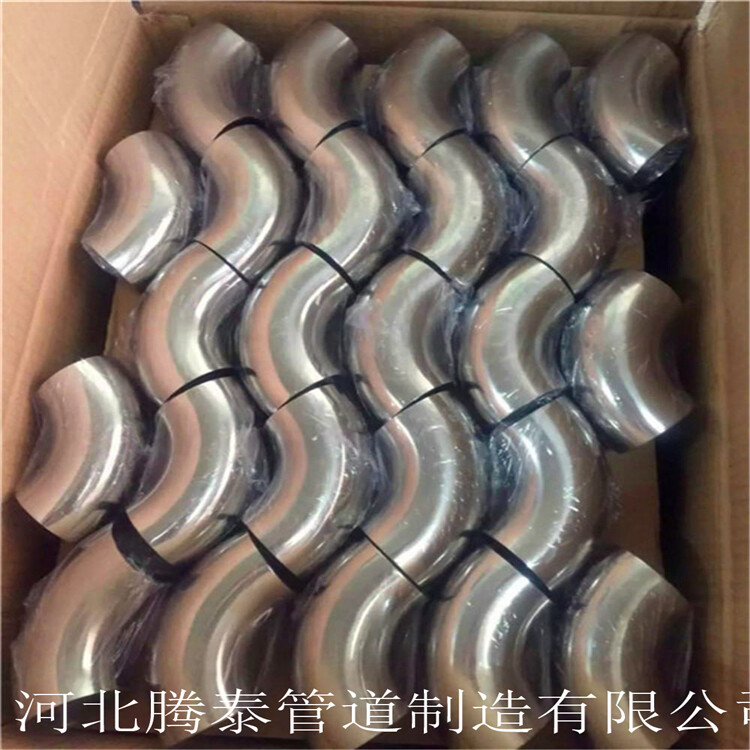
随着科学技术不断发展,材料也不断创新,相继出现铸石、铸钢、合金、离心浇注复合陶瓷等材料。其中管道内衬氧化铝陶瓷以其高耐磨性、高硬度、耐氧化、耐腐蚀性好和的耐高低温强度性能,已成为一种应用广泛耐磨材料,占据了世界特种陶瓷市场份额(耐磨材料)的80%左右。
调质处理:淬火后高温回火的热处理方法称为调质处理。高温回火是指在500-650℃之间进行回火。调质可以使钢的性能,材质得到很大程度的调整,其强度、塑性和韧性都较好,具有良好的综合机械性能。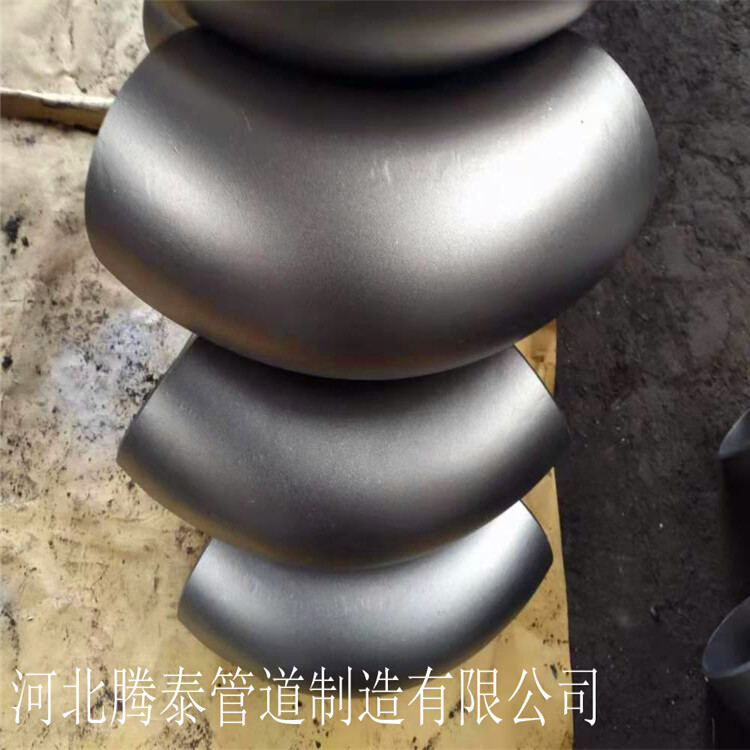
热压弯头的退火:
将热压弯头加热到一定温度并保温一段时间,然后使它慢慢冷却,称为退火。热压弯头的退火是将钢加热到发生相变或部分相变的温度,经过保温后缓慢冷却的热处理方法。退火的目的,是为了消除组织缺陷,改善组织使成分均匀化以及细化晶粒,提高热压弯头的力学性能,减少残余应力;同时可降低硬度,提高塑性和韧性,改善切削加工性能。所以退火既为了消除和改善前道工序遗留的组织缺陷和内应力,又为后续工序作好准备,故退火是属于半成品热处理,又称预先热处理。
业生产法兰、管件、弯头、三通、异型管件、法兰垫片和封头
碳钢弯头技术适用于制造工作压力小于10MPa、碳钢弯头内径d?125mm,碳钢弯头中径D与碳钢弯头内径d比值D/d?1.5的任何碳钢弯头,而碳钢弯头中径的大小不受限制。例如可以加工碳钢弯头内径为12m,碳钢弯头中径为60m以上的大型国标碳钢弯头。国标碳钢弯头石油、天然气、化工、水电、建筑和锅炉等行业的管路系统。榫槽密封面,适用于易燃、易爆、有毒介质及压力较高的场合。垫片是一种能产生塑性变形、并具有一定强度的材料制成的圆环
生产法兰、管件、弯头、三通、异型管件、法兰垫片和封头
焊接弯头随着船舶和石化、燃气行业的发展,这些行业的管道系统中用于输送液体和气体的钢制管弯头需求逐渐增多,提高弯头的成形制造水平及生产率是管件生产企业加快管件技术改造步伐的主要内容,采用何种方式制造弯头能够多快好省?存在着其方法的可行性、经济性、效率等方面的选择。