特略中走丝线切割
-
≥ 1台¥91000.00
及时发货
交易保障
卖家承担邮费












荣田精机精密电火花线切割机床采用电极丝(钼丝、钨钼丝)作为工具电极,工作液作为介质,在高频脉冲电源的作用下,工具电极和加工工件之间形成火花放电,放电通道瞬间产生高温,使得工件表面熔化甚至气化,线切割机床通过X-Y拖板和U-V拖板的运动,使得电极丝沿着预定的轨迹运动,从而达到加工工件的目的。
该机床造型美观、结构新颖、性能、操作方便,同时刚性好、承重量大、运动平稳、操作安全可靠。适合加工、高硬度、高韧性的导电金属模具,样板及形状复杂的零件,特别适合加工冷冲模、挤压模、塑料模、滚齿刀、精密零件(包括大锥度、等锥、不等锥、上下异形等复杂面)及大载荷和大厚度的大型模具。
荣田精机高精密中走丝广泛应用于模具、电子仪器、精密机械、汽车零部件、等部门。配置的大锥度拓展了线切割机的加工范围,针对塑钢门窗异形材成型模具,铝合金门窗异形成型模具、汽车零部件、电视机、洗衣机等家用电器外壳塑成模具。

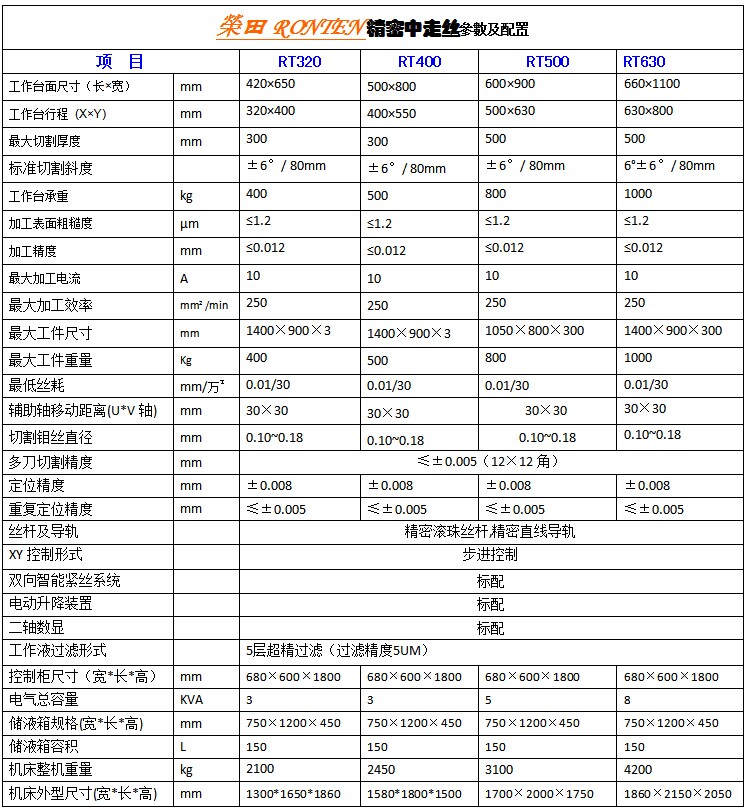
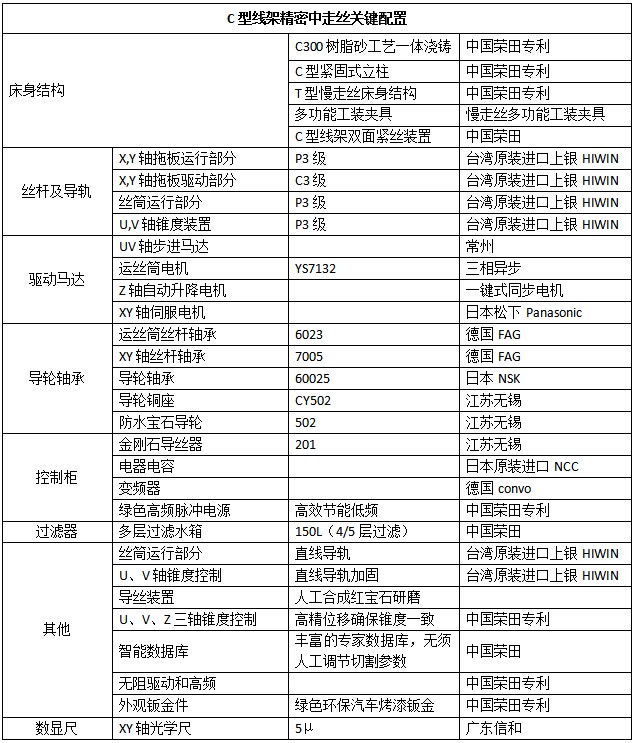
1.该系列中走丝, 它结合了慢走丝机床的设计理念,机床工作台结构采用全支撑结构(即加工中心的设计结构),全行程加厚设计,XY轴支撑导轨间距宽,全封闭防护罩,XY轴并选用台湾“上银”直线导轨及台湾上银装备厂精密滚珠丝杆,了机床在高承载下具备运动平稳、高刚性、,将机床移动精度、运丝精度、水的过滤精度达到了慢走丝的精度标准。。
2.机床铸件采用树脂砂铸件,高温退火,机械精度恒久不变;树脂砂铸件强度高,表面光滑;透气性、耐磨性与消震性好,
3.该机床 X、Y、U、V、丝筒均采用全进口直线导轨及滚珠丝杆并与日本松下交流伺服电机直连,解决了传统机床采用步进驱动带来的误差,使它同慢走丝机床精度完全一致,大大提高了机床的使用寿命
4.该机床采用双向自动紧丝结构,长时间工作无需人工紧丝,特制的宝石导轮及导轮座,延长使用寿命;
5.导嘴配有自动升降装置,加工时可使它大限度的靠近工件表面,防止切割时钼丝再次产生抖动,避免表面光洁产生条纹和线痕;大大提高了加工表面的精度及粗糙度,真正实现了无条纹率加工。
6.运丝机构为进口材料贴塑导轨,该技术广泛应用在加工中心上,既了运丝的性,又降低了磨擦系数,提高了丝筒运动的响应性。
7.自主开发的防水导轮组件,在防水性能上为国内水平,导轮轴承寿命提高2倍。
8.锥度加工机构可灵活选配,根据用户的需要,可选择±3°/100mm或±30°/100mm。
9.我司采用变频调速电机,在丝筒运动控制上,不仅可以实现4档调速,更重要的是在换向功能,非常有效的提高了丝筒电机的工作寿命和丝筒运转的平稳性,贮丝筒跳动量≤0.02mm.
10.配置安全保护措施:包括摇把自动弹出、断丝保护、丝筒堵转保护左右限位等。
11.高频电源振源是电加工的核心,我公司是采用美国大规格集成电路分频技术,系统集成度高,多重光电隔离对晶体振源进行分频及波形转变更加可靠,使光洁度和效率始终保持在国内的水平上。
12.自动供油系统确保设备各个零件长期润滑,耐磨,具有回油装置,确保设备周边干净整洁,有效的解决了操作者对机床忽略的保养习惯。

坐标系:增量坐标、坐标(伺服控制时);
图形坐标变换、缩放、旋转功能,图形跟踪显示功能;
直线、圆弧插补功能;
斜度加工功能;
上下异面加工功能;
短路、断丝处理功能;
停电记忆功能,加工结束自动停机功能;
自动对端面、对中心功能;
自动加过渡圆弧功能(任意,拐角功能);
反向加工功能;
菜单技术、自动编程功能;
数据传输;
多刀切割功能;
数控系统的配置及其技术性能
CNC的硬件组成:
工业控制PC机: P4以上;
1G内存;
SSD固态硬盘;
15″液晶彩色显示器;
USB接口、以太网接口;
CNC的软件组成及操作平台:
CNC软件由自动编控系统功能模块组成;
操作平台为Windows XP。
CNC系统的技术性能:
4轴联动;
斜度加工;
CNC系统运行环境:
电压为三相交流380V±(1%-10%),频率50HZ±(1%-2%)
相对湿度控制在:40%~80%
周围环境清洁,不允许有腐蚀性气体和沉淀的灰尘以及加工时尘扬较大的机械设备
20m范围内无振动源或电磁波产生源(如冲床、电焊机等)

1、公司配有的教员、场地及设备,提供为客户编制的培训计划;
2、培训时间为3-5天(操作过所购类型机床者为佳),由卖方提供免费培训;
3、培训地点:在卖方培训部、车间现场进行,有实际操作经验者可于客户交货现场进行;
4、培训内容为:①掌握软件的使用,能够进行正常的生产加工;
②机床的基本操作及注意事项,确保机床的佳使用效果;
③机床的基本维护,有效提高机床的稳定性和使用寿命。