工作台有无贴塑,导轨磨擦时会产生细小的铁粉或切削进入,贴塑导轨耐磨性强,材质软,可使其融入塑轨内,减少导轨的磨损量,所以贴塑导轨寿命要长于未贴塑导轨。用户可根据自身情况,选择硬轨或线性导轨。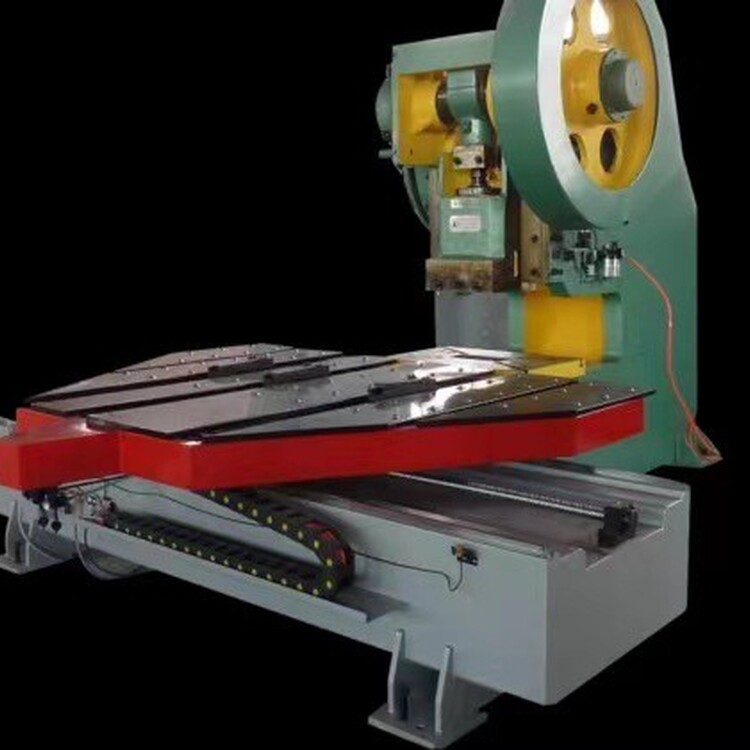
影响冲床质量的环节很多,因素也很多,不表示选好的配置就是好的冲床,所以,还要了解其产品加工制造以及装配工艺,如:机体铸件有无经过时效处理;电机座等关键零件的加工精度采用的工艺能否精度要求,以线轨与丝杠安装采用的工艺能否精度要求等等。
气动冲床有许多普通冲床无法相比的优势,冲压效率更高,加工精度非常高。当然随着冲床不断冲压,机身产生的震动会影响到滑块间隙以及其他部件的震动,多少会有些松弛,需要定期进行调试来气动冲床的加工精度。
较早前的冲压工人需要直接和机器模具及工件持续长时间接触,很容易疲劳以致发生挤压切夹肢体的工伤事故,而采用冲压机械手能够有效代替人工完成冲压过程,避免了冲床及冲压模具带来的对人员各种隐藏安全风险。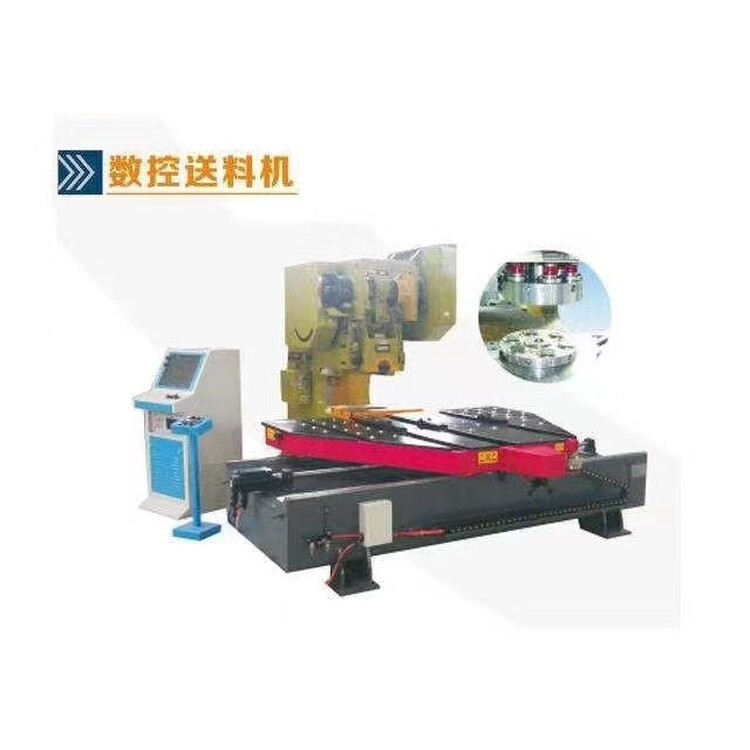
NC偏摆送料机的操作方便,自动化程度高。偏摆送料机使用时,只需在7寸触摸屏上输入材料的宽度、所需下料圆的直径、送料步距后,NC送料机的控制系统会自动计算出移动和送料的距离,不需调节任何机械部位,真正实现了全自动化的操作使用。
偏摆送料机传动部件使用日本进口PLC控制系统,两套安川伺服马达的电控系统,其中一套伺服马达系统与送料滚筒用同步带轮连接,实现对送料滚筒的定准控制;另一套伺服马达系统与精密滚轮丝杆用同步带轮连接,完成的左右移动动作,在连续冲压过程中,边与边的小距离可设定在0.5mm以内。偏摆送料机送料误差可控制在正负0.08mm以内,以满足越来越高的加工要求。