福裕精密3060大水磨三轴全自动磨床
-
≥ 1台¥95000.00
及时发货
交易保障
卖家承担邮费

精密平面大磨床










机床T字结构,X轴双V导轨,双油缸传动,磨削运动更平稳,全循环回收润滑系统,保持机床各部位充分润滑,Y轴立柱移动,双V导轨,可无级调速修整砂轮粗细,提升磨削光洁度,Z轴自动进给磨削,AS操作界面化,菜单式选择加工模式,一人多机操作,降低劳动强度,节约生产成本。
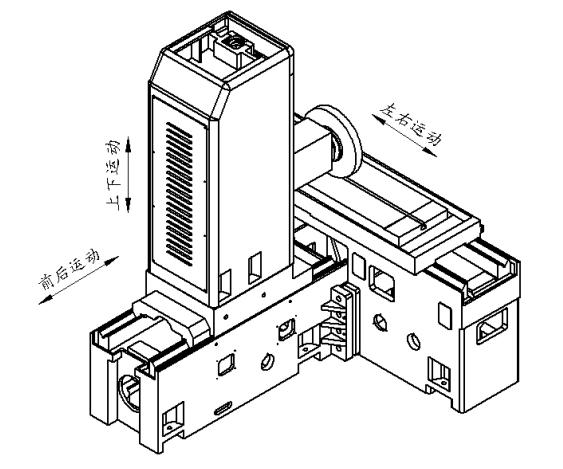
设备工作台做左右运动(X),滑到架做前后运动(Y),主轴头座做上下运动(Z),立柱与主机座固定式结构,X轴液压传动,Y/Z轴采用交流电机驱动丝杠传动。
1、前主机座与后主机座采用工艺成熟稳定的T型拼接结构,具有很高的整体刚性和抗震性能,能够满足设备对基础件的要求。
2、X轴双V导轨,工作台导轨贴塑人工精密铲刮,立液压油箱,液压无段调速,运行平稳可靠。
3、Y轴双V导轨,滑动架导轨贴塑人工精密铲刮,前后可无级调速修整砂轮及磨削,采用步进电机驱动滚珠丝杠控制滑动架前后运动。
4、Z轴立柱导轨,刚性稳定可靠,通过电机与丝杠传动,可自动进给磨削,也可快速升降或手动进给;主轴与5.5马力电机采用联轴器直接连接,有足够的磨削动力和磨削精度。
5、主轴为P4级精密轴承滚动式主轴,缩短主轴笔端距离,优化轴承受力点,法兰式端盖,增加了磨削刚性提升了磨削精度,防水效果更好。
6、机床采用PLC控制系统,带有手摇脉冲发生器。各电路设有短路保护装置及过载保护装置。
7、立自动循环润滑系统提供导轨与丝杆的经常清洁润滑。并具有失压报警功能。
8、配有大流量冷却系统,能够满足磨削生产连续性的需要,进一步磨削质量。
9、机床主要工作环境:
A 本体
本体及九大构件采用铸铁FC-30铸成成。经人工正常化热处理。再经过自然时效处理。构件加工采用YASDA, MITSUI SEIKI,TOSHIBA ,ELB等世界设备一次装夹加工。床身比国内同型号机床重约80KG,提高稳定性。
B 自动润滑系统
导轨及精密滚珠丝杆持续不断地受到进口自动润滑系统的润滑,确保更长使用寿命,及能长期保持佳精度。冷却和润滑系统皆与机体分开,消除振动并且有利散热。
C 砂轮头进给轴
研磨进给系统是由被覆Turcite经精密铲花的一V一平轨道搭配自动润滑系统、精密研磨丝杆、伺服马达组成,能获平顺运动、的重复定位精度及较长的轨道寿命。
D砂轮主轴
砂轮主轴采用超精密级轴承(P4、ABEC7级)及V3级低振马达,研磨光洁度。免除了金属对金属的接触,可获得近乎的使用寿命。 砂轮主轴具有高刚性及高阻尼的特性。
E工作台
工作台在本公司专利的静压油膜轨道润滑系统所产生的油膜上移动,没有金属对金属的碰撞,极耐磨损可保长久的使用寿命。经由静压油膜轨道润滑系统不断地运转来确保的平顺性及一致的。工作台角度指示器方便实施圆筒校正和锥度研磨应用。工作台採全行程支撑设计以避免发生工作台悬垂现象。
F头架主轴
头架主轴结构采用设计,主轴由高精密轴承组合而成,提供主轴转速0-3600rpm的无段变速。
J专利设计润滑系统
循环式自动润滑,当油压系统启动即可向各滑道及螺杆供油,采用合理的油压回路设计,选用油压元件,减少温升、换向平稳。

1、公司配有的教员、场地及设备,提供为客户编制的培训计划;
2、培训时间为3-5天(操作过所购类型机床者为佳),由卖方提供免费培训;
3、培训地点:在卖方培训部、车间现场进行,有实际操作经验者可于客户交货现场进行;
4、培训内容为:①掌握软件的使用,能够进行正常的生产加工;
②机床的基本操作及注意事项,确保机床的佳使用效果;
③机床的基本维护,有效提高机床的稳定性和使用寿命。