南昌L450直缝钢管厂家库存多多,L450焊接钢管
-
¥2980.00
及时发货
交易保障
卖家承担邮费
在生产直缝钢管的过程中要对温度有严格的控制,这样才能够焊接的牢靠性.如果温度过低,就可能会导致焊接的位置不能达到焊接需要的温度,在大部分金属组织仍然是固态的情况下,两端的金属是很难相互渗透结合在一起的.当温度过高的时候,焊接的位置有很多的金属处于熔融状态,这些部分的质地是很柔软的,有一定的流动性,可能就会带着熔滴的情况,当这样的金属滴落后同样是没有足够金属来进行相互渗透的.并且在焊接的时候还会有些不均匀带着焊缝形成熔洞.直缝钢管厂提醒在直缝钢管的生产过程中对温度一定要有严格的控制.正规厂家有很的控制技术,所以在生产的过程中可以实现对温度的控制要求,产品质量,所以我们需要购买正规厂家的直缝钢管.
埋弧焊接工艺特点是使用焊丝的电热效应与钢板热熔在一起,为填充物焊接。高频直缝钢管焊接工艺特点是利用电流的高频集肤效应使带钢两端在短时间内急剧升温在外力的作用下使带钢自熔在一起。高频直钢管生产机组为流水线不间断的同效生产线,而埋弧焊接直缝钢管有多达15道工序的间断性生产成套机组。高频直缝钢管生产规格较少,生产厚度较薄。埋弧直缝钢管可以生产在325以上到1600mmm内的任意规格与厚80mm以内的任意厚度。
SAWL直缝厚壁钢管广范应用于重型钢结构,桥梁打桩,桥梁架构,油气长输。SAWH螺旋厚壁钢管多应用于低压流体通水管道,高压天燃气长输管道。ERW高频焊接钢管多应用于各个行业,制约条件为高频焊钢管大壁厚只能生产到24mm.世界范围内钢管行业中电阻焊接钢管的应用占到钢管产品的60%,且高频厚壁钢管也常用于加工热扩钢管、方矩钢管的原料。厚壁焊接钢管中以SAWL直缝埋弧焊接钢管生产为,从以上数据可以看出:国内直缝厚壁焊拉钢管的厚度可以生产到80mm,且生产规格范围广,生产,执行标准高可达API。SAWL厚壁钢管得到了国内外的大型钢结构工程和厚壁焊接钢管经销商的一直青睐!
大口径直缝钢管用途大口径直缝钢管应用量广的是油气长输管道,国内技术要求标准高为GB/T9711.2-2008,其次是GB/T9711.1-2008。大口径直缝钢管也较多用于通水管道、钢结构、桥梁工程、基础打桩、石油套管等多个行业领域。直缝钢管的主要技术参数及质量标准集中在焊缝质量上。大口径直缝钢管的焊缝质量级别区分了钢管执行标准。国内产品质量底可低压流体钢管GB/T3091-2008的直缝钢管技术标准。对于钢结构使用的大口径直缝钢管,对焊缝了质量级别达到UT探伤,直线度与椭圆度满足底3091标准规定尺寸即可。
管线钢的牌号,L是总伸长应力的符号L360的意思就是总伸长应力360MPa,常用来制造直缝钢管等压力管线。(%:0.08~0.12C,0.10~0.25Si,1.10~1.30Mn,≤0.015P,≤0.008S,0.03~0.05Nb)管线钢相见牌号对照X42(L290),X52(L360),X56(L390),X60(L420),X65(L460),X70大口径厚壁直缝钢管主要的执行标准有GB/T3091,GB/T9711,API。其中GB/T9711分为三个部分:A级钢、B级钢、C级钢。大口径厚壁直缝钢管是一种用量大、可靠性高的油气输送管道用钢管。埋弧焊直缝钢管机组,成型机组形式有UOE、RBE、JCOE等。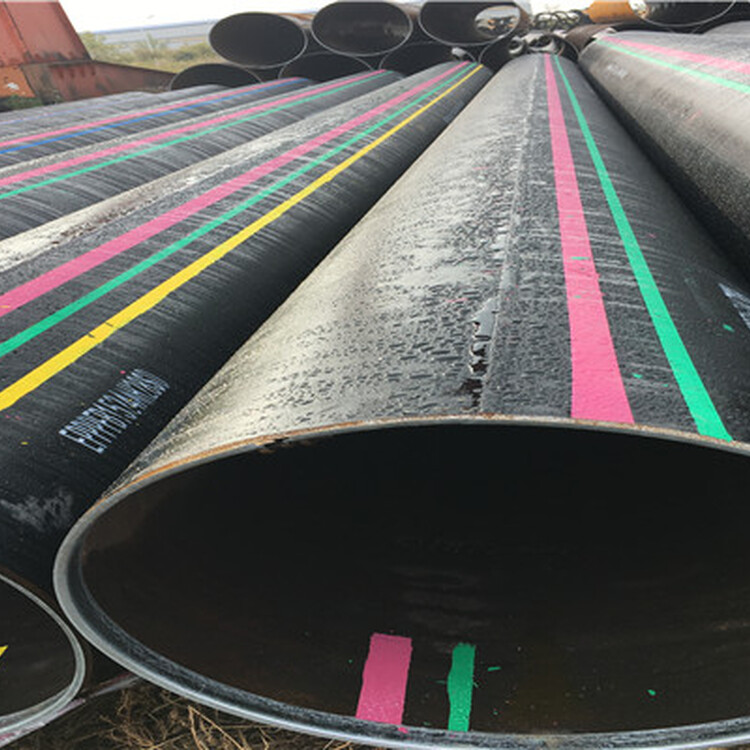
大口径厚壁直缝钢管主要的生产流程合格钢板-板边倒角-板边预弯-成型-JCOE成型-钢管接缝连续焊接-管内接缝弧焊接-管外接缝埋弧接-整圆及矫直-管端倒角及修平-焊缝超声波检查-不合格焊道修补-焊道X射线检查-水压试验-焊道超声波检查-不合格焊道修补-管内面干燥处理-管内面除锈处理-管内面防锈包覆处理-管外表面除锈处理-管外表面防锈包覆处理-成品。