广东中山激光淬火设备价格
-
¥360000.00
及时发货
交易保障
卖家承担邮费
激光淬火是使用高功率密度的激光对金属工件表面进行加热,然后再迅速冷却的过程。也称为脉冲激光淬火,是一种新的技术。该技术是在20世纪60年代提出的,被称为“激光表面强化”。利用脉冲激光器产生的高功率密度、高亮度脉冲辐射,在金属工件表面照射激光脉冲。由于功率密度,激光脉冲能将金属表面加热到该温度(约1000度),并使其快速硬化。由于吸收了大量能量,因此金属表层很快软化。在冷却过程中,工件表面将被加热到低于淬火温度(约500-700度)。这种工艺对金属工件的淬火效果非常好。
根据激光淬火设备不同,其特征是不同的。例如,脉冲激光可以使金属工件表面加热到该温度,快速加热至淬火温度并快速冷却至低于该温度;连续激光可以连续作业。它可以对金属工件进行分段处理,并可用于多个工件。
一、激光淬火优势:
1.激光淬火设备容易操作,在金属表面进行加热和冷却,具有速度快、热影响小、变形小等特点,适用于表面热处理;
2.激光淬火可以替代传统淬火工艺,适用于多个工件的淬火;
3.可以控制表面和深度温度场的分布,对不同材料的淬火深度可以实现可调节;
4.对工件进行局部淬火时,激光束不会直接加热到工件的表面,而是通过焦点区域作用于工件的表层。这种方法能工件表面和内部的均匀淬火,防止产生马氏体、珠光体等组织;
5.激光淬火可提高材料的耐磨性、抗疲劳强度和抗蚀能力;
6.激光淬火可以使材料的力学性能达到佳状态,如弹性模量和抗拉强度。
二、激光淬火也存在一些缺陷:
1.淬火温度高,工件表面硬化温度高容易变形。
2.需要淬火介质,容易损坏工件表面的光洁度。
3.使用不方便,不连续作业。
1、激光淬火生产中的主要问题
根据激光表面淬火技术研究中的工艺参数及其内在联系可以知道,在激光淬火生产过程中,操作者对工艺参数的控制非常严格,工艺稳定性差是必然的。产生这种现象的主要原因是光斑的功率密度和激光的不均匀性影响淬火过程的稳定性;光斑形状对硬化层均匀性的影响:激光表面淬火难以大面积硬化层;工件初始状态对激光淬火质量的影响。
2、提高激光淬火产量的一些改进措施
使用激光淬火系统生产产品时,需要对淬火过程中的各种因素进行优化和控制,以激光淬火过程的稳定性。在控制激光功率、扫描速度、光斑大小等工艺因素的基础上,技术人员可以根据产品淬火前的导热系数、热扩散系数、熔点、临界相变温度、淬火部位形状等,提前将影响因素输入智能监控工艺系统。在淬火过程中,操作者根据智能系统控制中心显示的各种参数变化信息,实时控制激光器、光学系统和旋转平台的运行,从而完成淬火的控制,实现激光表面淬火产品的目的。如图3所示,传感器1-4分别监测激光输出光束的功率和功率密度分布、光束转换系统的调节状态、工件表面激光照射区域的温度变化和工作台的运动状态。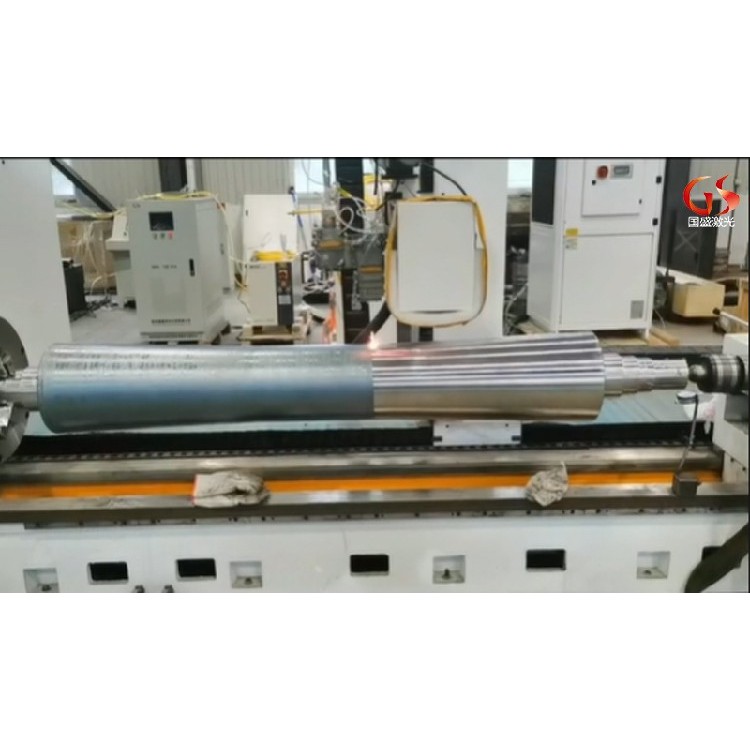
激光淬火齿轮和齿圈,热注入量小,齿轮或齿圈热变形小,不降低齿轮精度,不破坏齿面表面粗糙度,激光熔覆技术可以直接修复断牙。
激光淬火修复技术工艺步骤
(1)工艺流程:将大齿轮夹紧在激光加工机床上,清除齿轮齿面的油污和锈斑;在需要激光加工的齿面和轴颈部位喷涂吸光涂料,然后用激光加工程序对齿面(齿顶、齿根等)进行淬火。).
(2)淬火工艺参数:激光淬火后的齿面硬度范围可控制在HRC35— 45之间;硬化层的深度为0.4-0.6毫米;激光功率为2.0-3.5 kw;淬火速度为10–50mm/s,根据齿轮齿面、齿根和齿顶对材料表面硬度的不同要求,采用数控系统分段分区改变工艺参数,获得相应的激光硬化层。激光淬火后,不回火,齿面表面粗糙度基本不变。
(3)激光熔覆的工艺指标:单层激光熔覆厚度可根据需要在0.2-2.5毫米之间调整。激光熔覆层的硬度可根据工件的要求在HRC 25-60之间调节。对于大型钢齿轮,可以不预热直接包覆。熔覆层均匀连续,无裂纹、气孔等冶金缺陷。