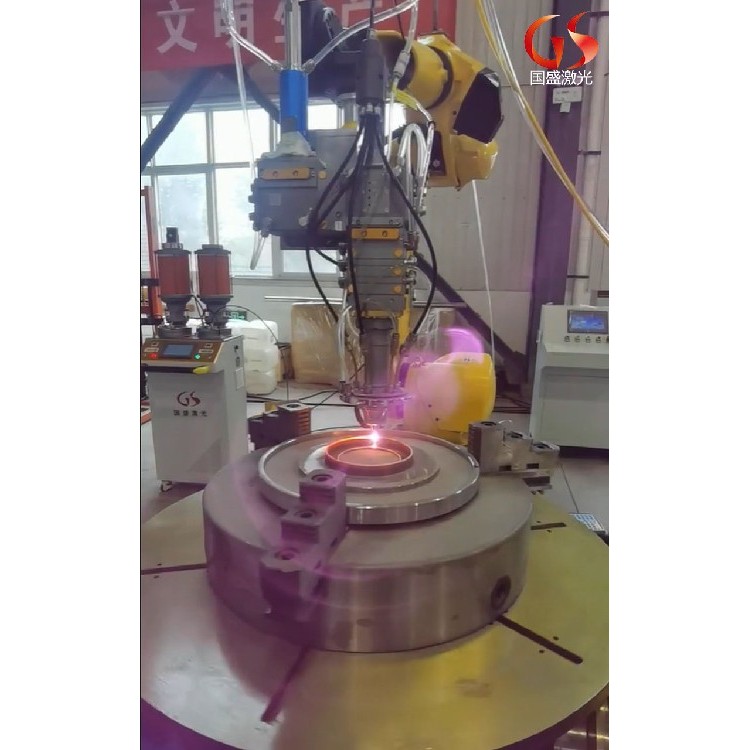
卡盘直径500mm激光波长 900-1100nm控制方式工控机+3轴控制系统激光功率6000-12000W主轴转速0-100r/min激光器半导体/光纤激光器冷却方式 智能双温双控,20-40℃夹持长度3000mm聚焦光斑圆形光斑、方形光斑送粉方式同轴负压气载式送粉卡盘与尾座之间载重>2T
检测参数是指高速熔覆完成后衡量熔覆层质量的参数,主要包括气孔率、硬度、结合强度、稀释率、热疲劳性能、表面粗糙度等。
(1)气孔率是指在一定条件下,熔覆层中出现气孔的百分比。高速激光熔覆在熔覆过程中不可避免地存在气孔。孔隙率的大小与金属粉末的温度和速度以及粉末运动的角度有关。一般来说,熔覆时粉末运动的速度较慢。该层的孔隙率会很大。
(2)硬度,由于高速激光熔覆层在形成过程中激冷和高速冲击,熔覆层晶粒细化和晶格畸变使涂层强化。因此,激光熔覆层的硬度一般材料。 LT高速熔覆激光设备熔覆粉末,熔覆层表面硬度可达60HRC。
(3)结合强度,一般采用显微硬度计进行检测,以测定熔覆层的结合强度,用标准试样所测得的硬度值减去实测硬度值来计算。高速激光熔覆层与基体为冶金结合,即熔覆层与基体之间原子扩散形成结合。并在粉末高速运动状态下形成。国盛激光的高速激光熔覆层与基材的结合强度可高达360MPa。
(4)稀释率是指熔敷金属的稀释程度,用母材在熔覆层中的百分比表示。稀释率对熔覆层的性能影响很大。在高速熔覆工艺中,可以通过调节金属粉末流量、光功率密度和熔覆速率来控制稀释率。国盛激光高速激光熔覆的稀释率极低,约为1%。
(5)热疲劳性能是指熔覆层的抗热疲劳性能或抗热震性能。熔覆层的抗热震性不好,在使用过程中会开裂形成裂纹。熔覆层的抗热震性能主要取决于金属粉末与基体的热膨胀系数差异和熔覆层与基体的结合强度。
(6) 表面粗糙度是指熔覆时表面上存在的起伏现象,当激光熔覆熔覆层表面有较大起伏时,会出现边缘熔合不良、搭接不好等现象,因此应控制其高低起伏度。表面粗糙度、熔覆层表面平整度、工艺测试、激光能量密度、送粉量和载气压力都会影响表面粗糙度,三者之间存在一个佳值,如果该值设置过大或太低,表面的光滑度会降低。基板实际高速激发在光学熔覆加工过程中,需要根据粉末基体的特性设置合适的加工参数,使各项检测参数符合标准,满足应用要求。
在实际对母材进行高速激光熔覆时,需要根据粉末母材的特性设置合适的加工参数,使各项检测参数符合标准,满足应用要求。

激光熔覆在模具领域应用工艺
激光熔覆技术在模具领域应用的基本工艺流程为:模具表面检查及维修方案确认→模具表面油污清理→根据硬度要求选择合理的涂层及加工参数→熔覆加工→模具加工后表面修复并在交货前进行检验。各工序的步骤及注意事项为:
1、模具表面检查及保养计划确认
检查模具是否有裂纹、拉伤、凹坑,加工位置是否为平面或R角。根据不同问题确定修复方案,对需要处理的地方进行适当打磨。
2、模具表面油污的清理
用清洗液清洗,去除水垢、油渍、油脂和油漆等,提高表面熔覆效果。
3、根据硬度要求选择合理的涂层和加工参数
根据维护计划和客户要求选择合适的功率、焦距、光斑和镀膜(例如铸铁使用铁机粉)。
4、包覆加工
涂料通过设备均匀铺展,激光器发射激光束,激光束经内部透镜折射作用于加工表面,使涂料层与基材表面形成完整的冶金结合。
5、处理后模具表面修复
钳工对熔覆表面进行研磨、抛光,确保模具间隙和表面粗糙度符合要求。
6、交货前检验
检查处理后的硬度和表面粗糙度是否满足客户的要求,如果不符合要求,重做。

激光熔覆技术优点:
1、稀释率较低;基材上热影响区小;
2、与基体形成冶金结合,结合强度达95%以上;
3、熔覆层与基体均匀,无粗大铸造组织;
4、熔覆层及其界面结构细小,晶粒细小;
5、无空洞、夹杂裂纹等缺陷;
6、激光加工时基材表面仅轻微熔化,激光加工后不存在热变形;
7、熔覆层与基底润湿性好,结合强度高,易于实现自动化;

激光熔覆修复工艺流程主要包括以下几个步骤:
1、表面处理:将缸筒内壁表面清洗干净,去除表面的污垢、氧化皮等杂质,露出金属基体。
2、涂层制备:在缸筒内壁表面涂覆一层一定厚度的金属或非金属涂层,以提高缸筒的耐磨、耐腐蚀等性能。
3、激光熔覆:将高能激光束作用于涂层表面,使涂层表面迅速熔化、凝固和形成一层与基体材料不同的合金层。
4、后处理:对缸筒内壁进行必要的后处理,如冷却、打磨等,以使缸筒达到佳性能。
激光熔覆修复的优势:
1、抗腐蚀性能好:由于激光熔覆修复所形成的合金层具有较高的抗腐蚀性能,因此可广泛应用于各种腐蚀性环境中。
2、抗磨性能好:由于激光熔覆修复所形成的合金层具有较高的硬度和良好的耐磨性,因此可延长缸筒的使用寿命。
3、耐高温性能好:由于激光熔覆修复所形成的合金层具有较好的高温稳定性和抗高温氧化性能,因此可在较高温度下使用。
4、工艺简单:激光熔覆修复工艺简单,操作方便,可快速完成修复,提高生产效率。
随着科技的不断发展,激光熔覆修复技术将会不断完善和发展,相信激光熔覆修复技术将会得到更加广泛的应用和发展。
电机转子轴承激光熔覆修复过程一般包括以下步骤:
1、表面预处理:清理轴承表面,去除油污、铁锈等杂质,表面清洁、光滑。
2、涂敷熔覆材料:在轴承表面涂敷熔覆材料,以增加熔覆层的强度和耐磨性。
3、激光器具有功率密度高、方向性好、单色性好、相干性好等优点。可快速准确修复电机转子轴承位置。该技术具有操作简便、熔覆、熔覆层质量好等优点,因此在电机维修领域得到了广泛的应用。
4、激光熔覆修复:利用激光功率密度高、方向性好、单色性好、相干性好等优点,可以快速、准确地修复电机转子轴承位置。该技术具有操作简便、熔覆、熔覆层质量好等优点,因此在电机维修领域得到了广泛的应用。
5、激光熔覆修复后期处理:对熔覆层进行后期处理,提高其硬度和耐磨性。
在激光熔覆修复过程中,需要注意以下几点:
1、激光功率密度要适中,不宜太大或太小,以熔覆层的质量和效率。
2、熔覆材料的选择适当,以熔覆层的强度和耐磨性。
3、激光熔覆过程中,保持稳定的操作环境,避免外界因素对熔覆层质量的影响。
4、后加工过程中应注意控制温度和时间,熔覆层的硬度和耐磨性。
总之,电机转子轴承激光熔覆修复是一种的修复技术。具有操作方便、熔覆、熔覆层质量好等优点。因此,在电机维修领域得到了广泛的应用。应用该技术时,需要注意激光功率密度、熔覆材料选择、后处理等因素的影响,以熔覆层的硬度和耐磨性。

液压立柱是许多工业设备中的重要组成部分,负责承受和分散压力,确保设备的正常运行。然而,在长期使用过程中,液压立柱的表面往往会因为磨损、腐蚀等因素而受损,这不仅会影响其性能,还可能引发安全问题。为了解决这一问题,激光熔覆修复技术应运而生。本文将详细介绍液压立柱激光熔覆修复的原理、步骤、优势以及应用案例,帮助读者更好地了解和应用这一技术。
激光熔覆修复是一种的表面处理技术,它利用高能激光束将特定材料快速熔化并沉积在受损部位,形成一层新的、具有性能的涂层。这一过程中,激光束的能量密度,能够在极短的时间内将材料加热至熔化状态,同时周围材料的热影响区小化。熔覆材料的选择也非常关键,它需要根据液压立柱的材质、工作环境以及性能要求等因素进行定制。
液压立柱激光熔覆修复的步骤通常包括预处理、熔覆和后处理三个阶段。预处理阶段主要是对受损部位进行清理和打磨,去除表面的油污、氧化物等杂质,确保熔覆材料能够与基材紧密结合。熔覆阶段则是利用激光设备将熔覆材料逐层堆积在受损部位,形成一层均匀、致密的涂层。后处理阶段则包括冷却、打磨和检测等步骤,确保修复后的液压立柱能够满足使用要求。
与传统的修复方法相比,液压立柱激光熔覆修复具有显著的优势。,激光熔覆修复可以实现、率的修复,大大缩短维修周期。其次,激光熔覆形成的涂层具有的耐磨、耐腐蚀和耐高温性能,可以有效延长液压立柱的使用寿命。此外,激光熔覆修复对基材的热影响小,不易引起变形或残余应力等问题。后,激光熔覆修复还具有环保、节能等优点,符合可持续发展的要求。
在实际应用中,液压立柱激光熔覆修复技术已经得到了广泛的应用。例如,在矿山机械、石油化工、钢铁冶炼等领域,液压立柱常常面临恶劣的工作环境和高强度的使用压力,导致其表面损伤严重。通过采用激光熔覆修复技术,可以快速恢复液压立柱的性能,提高设备的安全性和可靠性。此外,在航空航天、汽车制造等领域,激光熔覆修复也被广泛应用于关键零部件的修复和再制造。
总之,液压立柱激光熔覆修复技术是一种、环保、可靠的表面处理技术。它通过利用高能激光束将特定材料快速熔化并沉积在受损部位,形成一层新的、具有性能的涂层,从而恢复液压立柱的性能和使用寿命。随着科技的不断进步和应用领域的不断拓展,液压立柱激光熔覆修复技术将在未来发挥更加重要的作用,为工业设备的维护和再制造提供有力支持。