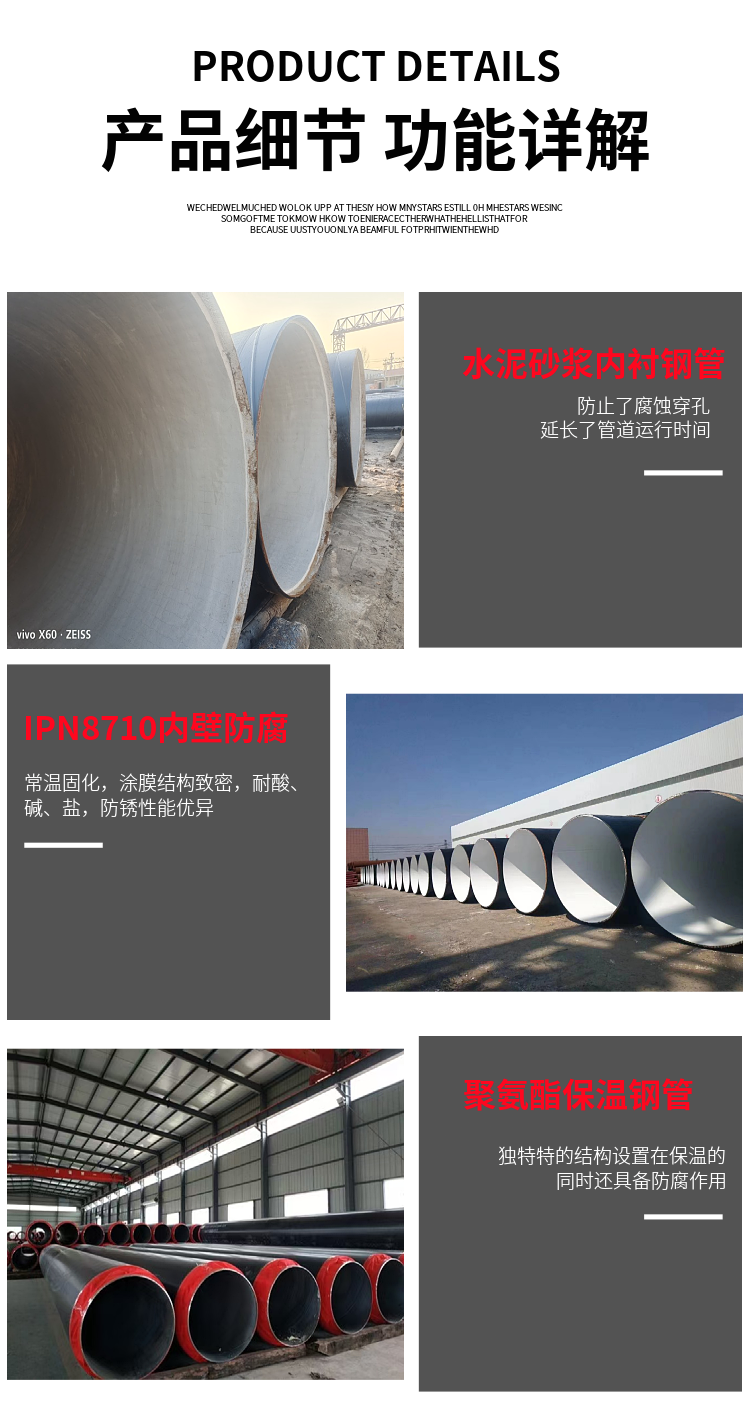
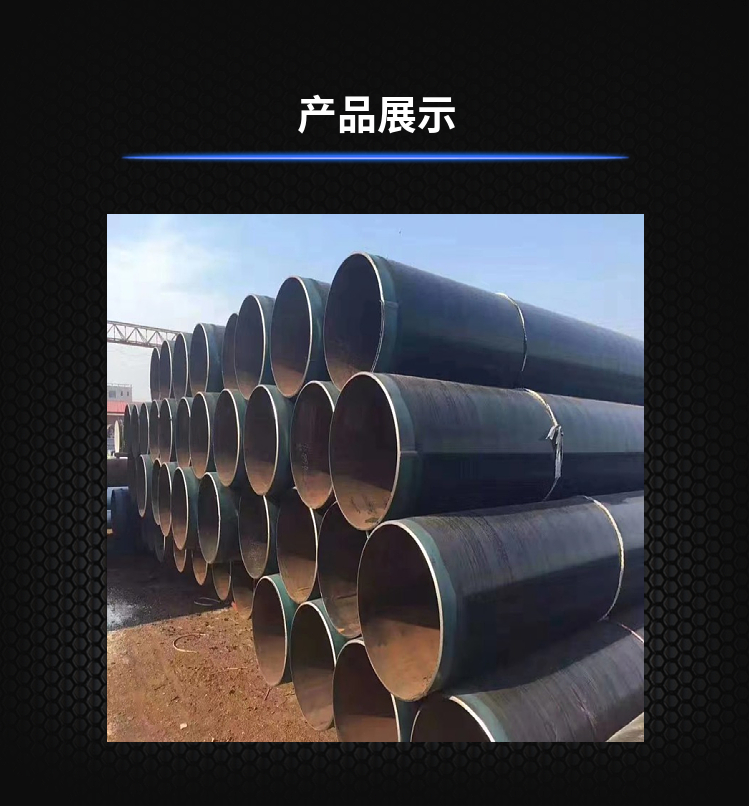
3pe内外防腐钢管厂家外3pe内8710防腐钢管
-
≥ 1㎡¥32.00
及时发货
交易保障
卖家承担邮费












高密度聚3pe防腐钢管根据主要规范聚与高密度聚为主,维卡软化点定为不小于110℃;外防腐层的厚度按以低、中密度聚为主的来确定,了3pe防腐层的抗冲击强度断面收缩率(ψ)钢管在拉伸试验中,试样拉断后其缩径处横截面积的缩减量与原始横截面积的百分比,称为断面收缩率焊缝余高≤3.18mm t≤12.5 t≤3.2mm t>12.5 t≤4.8mm;直 度≤0.2%L管端状态坡口角30°-- 35°;顿边1.59±0.79mm;切斜≤1.59mm;随圆度D>508 ±1.0%D;无损探伤X射线或超声波加管端X射线检验采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送,外控或内控辊式成型,焊缝间隙控制装置来焊缝间隙焊接要求,管径,错边量和焊缝间隙都严格的控制
管道发展的趋势是大口径、度,随着钢管直径的、所用钢级的,产生韧性断裂尖稳扩展的趋势越大,根据试验表明,螺旋焊管与直缝焊管虽然同为一个级别,但螺旋焊管具有较高的冲击韧性生产中出现厚度不均的原因主要有几处几口摸出料不均,钢管弯曲,控制3pe防腐管道涂层不均的情况的有效是几口挤出模使几处的防腐涂层厚度尽可能均匀,不合格钢管不上线涂敷等策略这是螺旋焊管生产区别于直缝焊管生产的重要特征
钢管知识:对于低碳钢,焊接温度控制在1250~1460℃,可管壁厚3~5mm焊透要求,另外焊接温度亦可通过调节焊接速度来实现焊接钢管是由卷成管形的钢板以对缝或螺旋缝焊接而成,在制造上,又分为低压流体输送用焊接钢管、螺旋缝电焊钢管、直接卷焊钢管、电焊管等钢管应做机械性能试验、拉伸试验、弯曲试验、压扁试验、导向弯曲试验以及液压试验,并要达到规定的要求,钢管应能承受一定的内压力试验压力为5.05Mpa,保持时间不小于5S,实验中,钢管不出现渗漏现象钢管承压能力强,焊接性能好,经过各种严格的检验和使用可靠,钢管口径大输送,并可节约铺设管线的投资,主要用于输送石油、天然气的管线