三层聚乙烯防腐管道埋地用3pe防腐钢管燃气管道用3pe防腐钢管厂家
-
≥ 1㎡¥40.00
及时发货
交易保障
卖家承担邮费







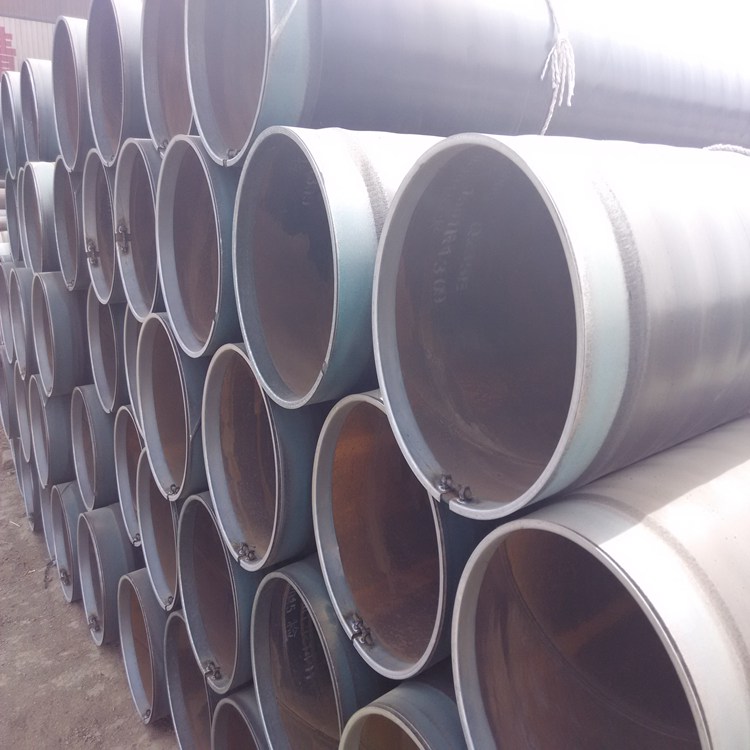
在3pe防腐钢管生产中涂覆胶粘剂与环氧粉末胶化中同时进行,采用侧向缠绕工艺时确保搭接部分的聚及焊缝两侧的聚辊压密实带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊,成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理输送管线由于输量的变化,在实际中,钢管是承受随机交变载荷的作用,了解钢管的低循环疲劳强度,对判断管线的使用时间具有重要的意义

一般低压流体输送用螺旋缝高频焊钢管(SY5039-83)是以热轧钢带卷作管坯,经常温螺旋成型,采用高频搭接焊法焊接用于一般低压流体输送用螺旋缝高频焊钢管 单层PE防腐钢管是采用淋涂工艺将中频加热后的钢管进行,钢管顶层是装有聚粉末的容器,通过淋涂撒在钢管外壁表面形成聚涂层,执行CJ/T120-2008给水涂塑复合钢管 单层聚与三层聚螺旋焊管的生产是基本上在同一工况条件下的连续流程:而直缝焊管制作工序是分段的,包括整板/压头/预卷/点焊/焊接/精整/组对等多道工序

钢管知识:高频直缝钢管是热轧卷板经过成型机成型后,利用高频电流,使管坯边缘加热熔化,在辊的作用下进行压力焊接来实现生产的产品,与普通焊管焊接工艺不一样,焊缝是由钢带本体的母材熔化而成,机械强度比一般焊管好压扁试验:外径大于22mm,并且壁厚小于10mm的钢管进行压扁试验,公式为:H=(1+a)S/a+S/D H-平面距离 S---钢管的公称壁厚 D---钢管的公称外径 a-单位长度变形系数为0.08,当S/D大于等于1.25时为0.07,压扁试验不得有裂缝和裂口从焊接工艺而言,螺旋焊管与直缝钢管的焊接一致,但直缝焊管不可避免地会有很多的丁字焊缝,因此存在焊接缺陷的机率也大大,而且丁字焊缝处的焊接残余应力较大,焊缝金属往往处于三向应力状态,了产生裂纹的可能性