高刚性高精密丽水VMC-1890L立式加工中心自动化
-
面议
及时发货
交易保障
卖家承担邮费
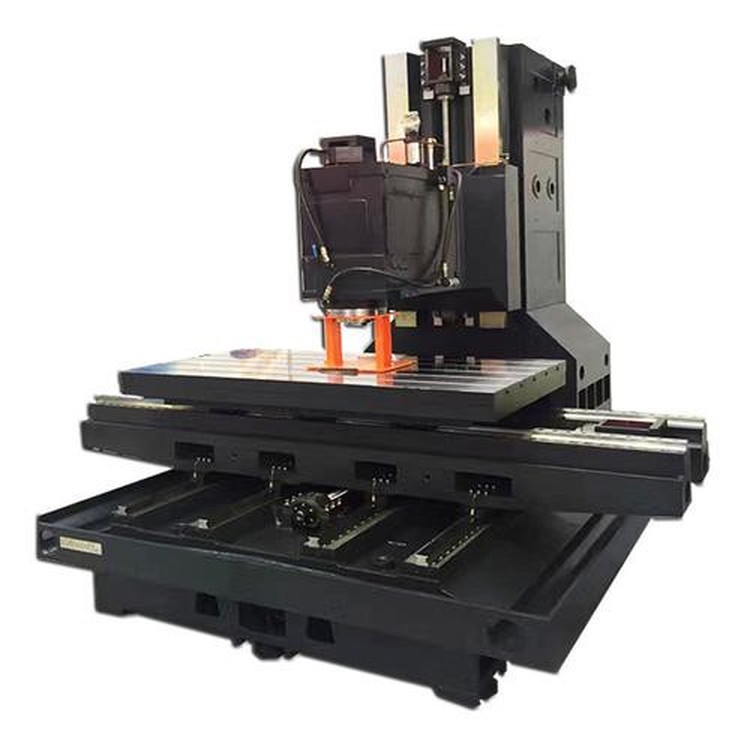
产品定义:
是由底座、立柱、鞍座、主轴头部、工作台组装而成,配上数控系统比如发那科、三菱、新代系统而成的。

VMC-1890 机型规格表
规格/机型 单位 VMC-1890
加工范围
X 轴行程(左右) mm 1800
Y 轴行程(前后) mm 900
Z 轴行程(上下) mm 800
主轴鼻端至工作台面距离 mm 150-950
主轴中心至立柱轨道面距离 mm 992
工作台规格
工作台尺寸 (X 轴方向) mm 2000
工作台尺寸 (Y 轴方向) mm 900
工作台大载重 kg 2000
主轴规格
主轴转速(皮带式) rpm ∅ 190-BT50-6000
主轴内孔锥度 BT50-45°
主轴推荐马力 kW 15/18.5(高扭矩IP电机)
主轴马达堵转扭矩 NM 196
进给系统
G00 快速进给 (X/Y/Z 轴) m/min 24/24/24
G01 切削进给 mm/min 1-10000
机器精度
X,Y,Z 定位精度 mm 0.005/ 300
X,Y,Z 重复定位精度 mm 0.008/ 300
刀库系统 *机床电力需要KVA:40
刀库类型 pcs 圆盘式 BT50-24T
换刀方式 随机
换刀时间 sec T to T 2.2
大刀具直径/相邻无刀大刀具直径 mm Ø80 / Ø200
大单刀重量 KG 15
大刀具长度 mm 400
机器尺寸 T型槽(宽*槽数*间距):22*5*165
机器尺寸(长*宽*高) mm 5800*3000*2800(排屑机)
机器重量(约) Kg 15000
安装、调试、精度和验收
1. 设备的初验收在甲方工厂进行,初验收合格后甲方准备出机。
2. 机器到厂后,由甲方指派一名技术员协助乙方进行拆箱、点收、机床就定位等工程。
3. 机床就定位所需的吊车起重设施与搬运人力由乙方负责。
4. 机床就定位后, 甲方指派交机人员到乙方工厂进行安装、调试、验收。
5. 双方依据协议由甲方授权指派的技术人员与乙方授权人员按甲方提供的精度检验标准进行验收。

技术资料(电子版)
1. 机床电气手册 1 套
2. 系统编程、操作及维修手册 1 套
3. 机器出厂精度检测报告 1 份
质保期和技术服务
1. 机床在乙方现场正式验收合格后,进入质量期,在机床质保期内,甲方对机床出现的各类故障及时免费维修服务。(因乙方自身原因造成的损坏和损失除外)。机床出现故障,甲方在接到乙方的文字通知后,能准确判断故障原因及处理措施的,立即给予答复,如不能立即答复的
在 24 小时内进行答复,如确实需要派人进行维修,并尽快派人到现场给予处理,具体时间视零件准备时间长短。
2. 若因乙方使用不当或自行改装后所造成之非自然损坏,不在保修范围内,乙方应支付所有维修成本。
3. 保固期满服务,甲方向乙方提供长期有偿维修和保养服务。乙方也可另择他人提供维修和保养服务。
1890加工中心构造结构
1890加工中心的构造结构包括重型两线一硬结构、倒T型结构、Y滚柱4条45宽重载线轨、台正床身、皮带式结构主轴、有限元分析优化设计等。
重型两线一硬结构:这种结构提供了高稳定性和刚性,确保了加工过程中的精度和稳定性。
倒T型结构:这种结构设计有助于提高机床的动态精度和稳定性,确保加工过程中的要求。
Y滚柱4条45宽重载线轨:这种配置提供了高刚性,减少了加工过程中的振动,了加工质量。
皮带式结构BT50主轴:皮带式主轴设计提供了较高的转速和较好的冷却效果,适用于高速加工(选配齿轮头)。
有限元分析优化设计:通过对机床进行有限元分析,对关键部件进行优化设计,提高了机床的静动态性能,减少了变形量,提高了固有频率。
这些构造结构和设计特点共同确保了1890加工中心在高速、和加工方面的性能,适用于模具行业、汽车配件行业、体育器材、大型医疗器材等多个领域