珠海光模块散热器需要联系,光猫光模块散热
-
面议
及时发货
交易保障
卖家承担邮费
高速光模块散热解决方案
100G、400G高速光模块散热方案,光模块EMI方案
5G推动5G基站光模块市场不断提高。特别是对5G基站光模块的需求量很大。并且10G以下低速光器件的需求正在渐渐的减少,其中25G、50G、100G、400G光模块的使用量是正逐渐提升。
高速光模块应用
要加快5G网络、数据中心等新型基础设施建设进度,无疑将更进一步加速推动光通信新技术及产业应用发展。
光模块散热问题
内部散热
光模块内部发热部件包括PCB芯片和光器件(TOSA和ROSA),通过导热界面材料将内部的热量传导至外壳部分。
• 光器件附近
光器件(TOSA/ROSA)与上下外壳之间填充导热材料
选用低热阻、对器件压力小的材料
•芯片部位
选用柔软可压缩的高导热材料和吸波材料
•在PCB板下表面与模块封装外壳之间填充一层薄的绝缘导热物质,将热量向下传导等。
压铸是将液态金属或半液态金属,在高压作用下,快速填充到压铸模具的型腔中,并在压力作用下快速凝固而获得产品的方法。压铸产品生产,不用机加工可直接快速生产出结构复杂零件。缺点:模具费相对较高、开发周期相对较长;不适合小量生产;压铸件中容易产生气孔;合金熔点高时模具寿命不长。除了压铸,散热领域还有像钣金、冷锻、CNC加工成形等工艺。针对不同行业及产品结构的需要,每种工艺各有特点,可以根据产品的不同用途和用量选择适合的工艺。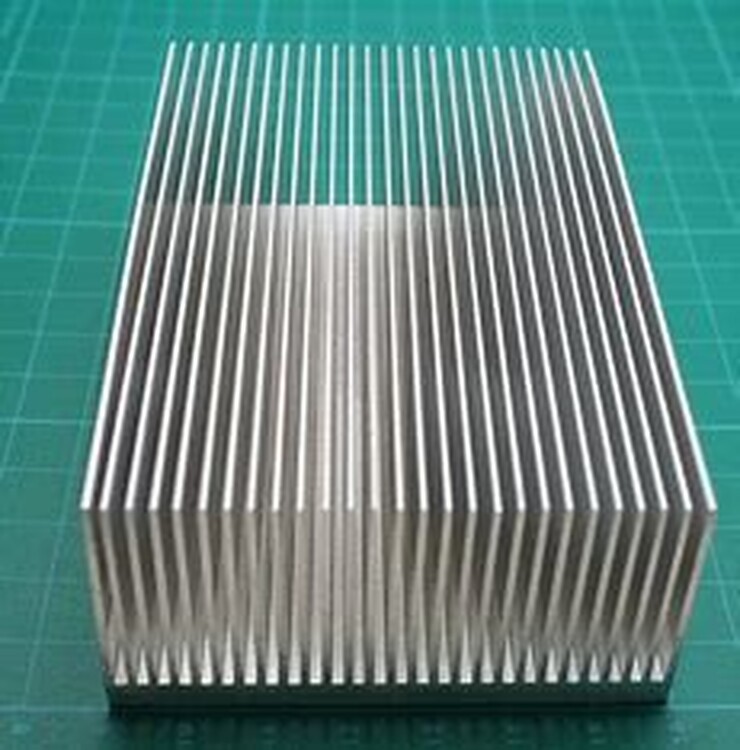
试模或刚开始生产时,挤压机自动档关掉,各段开关归零位。从小压力开始慢慢的起压,出料大概3-5分钟,铝填充过程时主要控制好压力。压力控制在100Kg/cm2以内,电流表数据为2-3A以内,一般80-120Kg/cm2可以出料,之后才可慢慢的加速,正常生产时挤压速度以压力小于120Kg/cm2为准。
主要有高压铸铝和拉伸铝合金焊接两种。其优点主要有:铝的散热性较好,节能的特点十分明显,在同样的房间里,如果用同样规格的暖气片,铝铸的片数要比钢制少;铝的耐氧化腐蚀性能好,不用添加任何添加剂,其原理是,铝一旦遇到空气中氧,便生成一层氧化膜,这层膜既坚韧又致密,防止了进一步对本体材料的腐蚀。