煤矿用娃娃头TP1-63型重庆洛阳桥阳矿山提升机盘型制动器
-
面议
及时发货
交易保障
卖家承担邮费
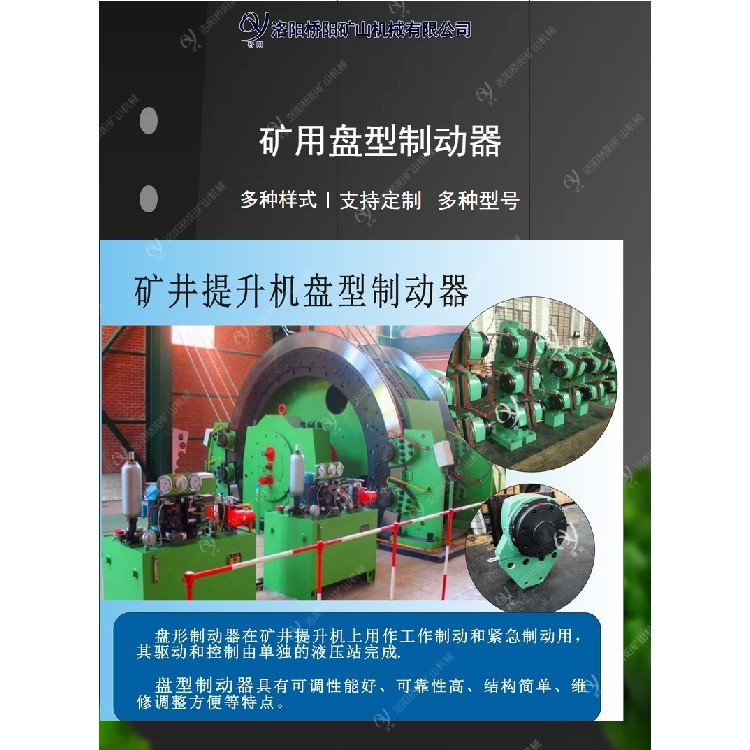
绞车盘形制动器的制动力矩是靠闸瓦沿轴向从两侧压向制动盘产生的,为了使制动盘不产生附加变形、主轴不承受附加轴向力,盘闸都是成对使用,每一对叫做一副盘形制动器。
根据所要求制动力矩的大小,每台提升绞车可布置多副制动器。提升绞车的工作制动和制动均由盘形闸完成,它是有关提升绞车性能的一个重要部件,其结构特征如下:在制动时碟形弹簧的预压缩力,迫使活塞向前移动,通过调整螺钉,推杆将滑套推出,使制动块与卷筒上的制动盘接触,产生制动。定位销承受制动时的切向力。
盘形制动器使用中存在问题
1、液压油管问题
盘形制动器上的液压油管及接头损坏的非常频繁,分析原因是:由于该液压油管使用的是铜管,其长度及弯曲的形状在次安装时是一次成形的,其互换性差;同时在拆除过程中维修人员没有做记号和编号,导致安装时维修人员仅靠感觉进行安装。经多次拆除、安装后,液压油管的安装顺序混乱,已无法回到初的顺序,甚至几台绞车的液压油管掺和到一起使用。另外液压油管在运输中因多种原因被损坏而需要进行维修或更换。
2、液压缸密封问题
盘形制动器在使用维护中发现液压缸的漏油现象比较频繁,初次安装虽没有问题,但使用一段时间和多次安装后出现漏油现象,经现场将液压缸拆开多次观察,主要由于液压缸上的骨架油封的唇口受到磨损所导致漏油。盘形制动器液压缸密封圈使用的是 YX 形橡胶密封圈,也叫骨架油封[3];分孔用和轴用两种,材料为丁腈橡胶(NBR)。因此造成了盘形制动器液压缸漏油,密封圈的消耗量大,液压油损耗较多,频繁影响生产,同时存在安全隐患。
TS215盘形制动器、绞车盘形闸、提升机制动装置
矿用提升绞车盘型制动器是绞车的一类配件,平时起到刹车作用,闸板是磨损程度较厉害,也是的配件之一;我们平时也称作抱闸、刹车头、以及零部件闸板。盘型制动器分为单层和双层,分别是4.0T和6.3T,较大的一种为三层和四层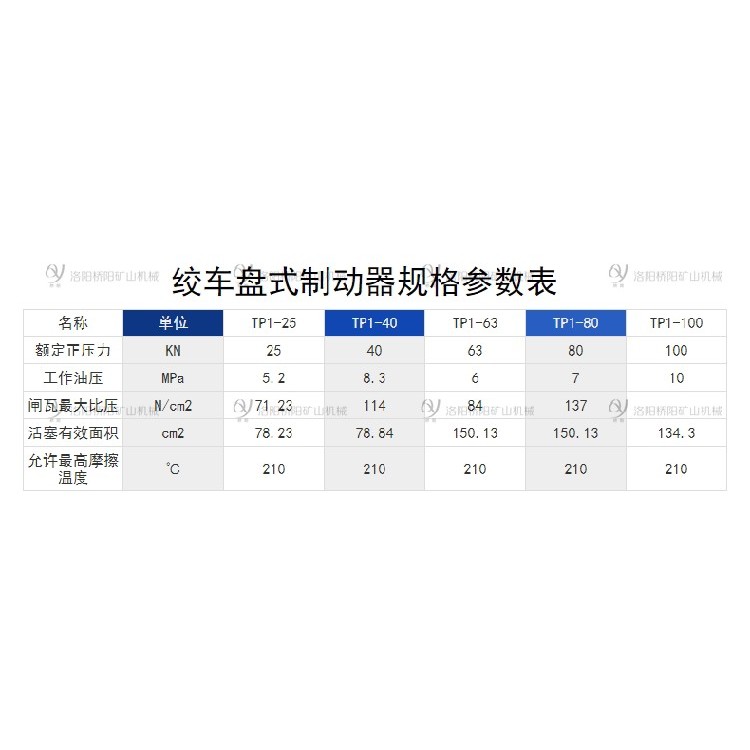
制动器制动与松闸过程中正压力的变化过程不同。而制动器松闸时综合阻力与蝶型弹簧保持一致方向力,导致盘形制动器作用在制动盘的正压力不同。盘形制动器的运作原理是油压松闸,弹簧力制动当液压油进入油管时,蝶形弹簧组被压缩,随着油压的升高,碟形弹簧组被压缩并储存弹簧力越来越大,闸瓦离开闸盘的间隙随之增大,此时盘型制动器处于松闸状态,调整闸瓦间隙为1mm:当油压降低时,弹簧力也随之释放,推动带筒体的衬板连同闸瓦,使闸瓦向制动盘方向移动。
当闸瓦间隙为零后,弹簧力作用在闸盘上产生正压力,油压减小,正压力则增大,当油压P=0时,此时在正压力的作用下,闸瓦与闸盘之间产生摩擦力大:当PPmax时,所有制动闸全部打开,正压力为零。
盘式制动器安装闸瓦时候的注意事项:
贴磨各闸瓦,使接触面积应到达闸瓦全面积的60%以上,其贴磨方法如下:
a)、贴磨前,先制动盘干净。
b)、预测贴闸皮时油压值。
c)、预测各闸瓦(制动块)厚度。为闸瓦接触面积以减少贴磨时间,并闸瓦与制动油缸中心线安装后垂直,可先将闸瓦取下,以闸瓦与滑套贴合面为基准刨削闸瓦,直到刨平,再装配到制动器上。
d)、起动主电机进展贴磨闸瓦运转(不得挂钢丝绳和提升容器),贴磨正压力一般不宜过大,略比贴闸皮的油压低0.2-0.4Pa。贴磨闸瓦应在低速下进展。贴磨时应随时注意制动盘温度不得超过80℃(用点温计测量),以免损伤制动盘外表粗糙度。超温时应停顿贴磨,待冷却后再运转。依次断续运转,直到闸瓦接触面积到达要求为止。
为了防止贴磨闸瓦时制动盘磨出沟纹或拉伤,在贴磨过程中还应随时注意观察制动盘的外表情况,如发现制动盘外表出现拉伤或沟纹时停磨闸瓦,用油石或细锉去除。并相应将闸瓦取下检查,如发现金属粒子或碎片嵌入闸瓦内时,应消除干净后再贴磨闸瓦。
盘型制动器的调整
4.4.1.1将制动器与液压系统相连,液压系统正常工作后,调整制动盘与制动闸瓦间隙在1~1.5mm。调整时,一副制动器的两个闸瓦应同时调整。调整好后,应进行试运转,并重新测量其间隙,如有变化应进一步调整。
4.4.1.2闸瓦间隙调整好后,系统突然断电,观察制动器闸瓦是否能立刻贴到制动面上,如达不到要求应重新检查,直到调整正常为止。
4.4.2盘型制动器的安装调试要求
4.4.2.1各制动器的制动缸对称中心线水平面与主轴轴心线应在同一水平面内,其偏差△不得大于±3mm。
4.4.2.2在闸瓦与制动盘全接触的情况下,实际的平均摩擦半径不得小于设计的平均摩擦半径。
4.4.2.3支架两侧面与闸盘两侧面的不平行度不大于0.2mm(中心平面)。
4.4.2.4闸瓦粗糙度不大于Ra3.2um,偏摆不大于0.5mm。
4.4.2.5同一副制动器的支架断面与制动盘中心线距离偏差不大于
±0.5mm。制动器的支架端面与制动盘的中心平面的平行度误差不得大于0.2mm。
4.4.2.6同一副制动盘两闸瓦工作面的平行度不应超过0.5 mm。
4.4.2.7闸盘与闸瓦的接触面积大于60%,为闸瓦接触面积以减少贴摩时间,并闸瓦与制动液压缸中心安装后垂直,应先将闸瓦取下,以衬板为基准刨削闸瓦,直到刨平,再装配到制动器上。
4.4.2.8装配好的制动器小心地吊到各个已找正好的垫板上,穿上地脚螺栓,但螺母不要拧紧,由液压站向制动器充油,各制动器开始制动使各闸座在正压力的作用下移到正确位置。再重复动作2~3次观察各闸座有无偏移。若无变形就可以将地脚螺栓的螺母拧死,进行二次灌浆,将垫板灌在水泥沙浆中,闸座不要灌死,以便大修时取出。