贵港经营螺旋钢管工厂,推荐沧海钢材
-
¥3000.00
及时发货
交易保障
卖家承担邮费
标准螺旋钢管的常规长度设定为12米一段,这是行业内的通用规格,而对于6米、9米或更长达18米等非常规尺寸,则需依据特定需求定制生产。值得注意的是,螺旋钢管的长度本身并不作为衡量其质量优劣的标准。在国家质量标准GB/T9711-2011及行业标准SY/T5037-2012中,评价螺旋钢管质量的在于壁厚的允许误差范围和无损检测的执行情况,而非钢管长度。因此,12米长度的螺旋钢管被视为常规尺寸,主要因为它便于物流运输——这一尺寸设计恰好适应了大多数货运车辆约13米的车厢长度,体现了行业基于实际操作便利性而形成的共识。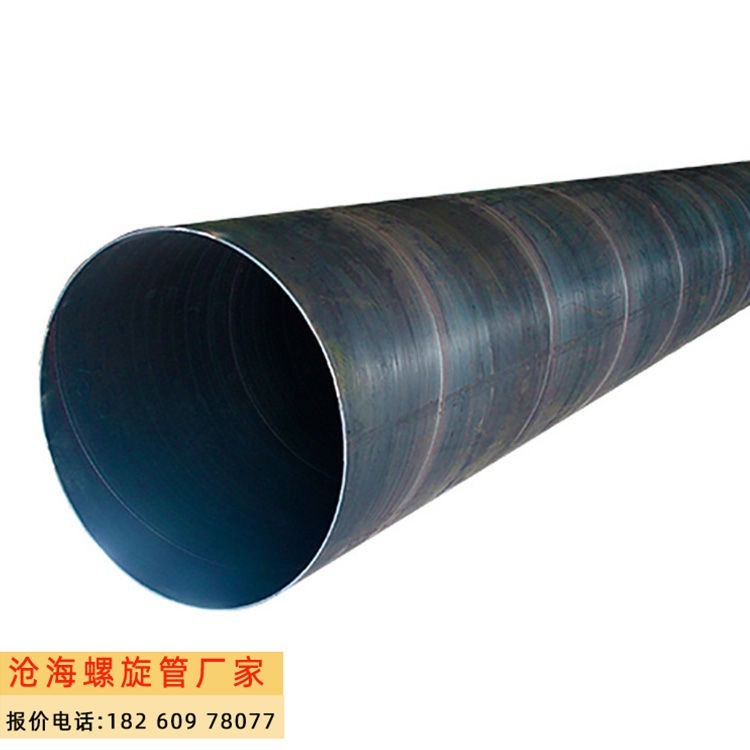
生产工艺
原材料选择:DN500螺旋钢管的原材料应选用的热轧或冷轧钢卷。对钢卷的表面质量、化学成分和机械性能都应进行严格筛选,确保其满足生产要求。
开平、成型:对钢卷进行开平处理,使其成为板状。接着,通过成型机逐步成型,形成螺旋状的管体。
焊接:使用高频电阻焊或埋弧自动焊等方法,将形成的螺旋管体进行焊接。焊缝的位置和质量对管子的整体性能尤为关键。
切割、整形:焊接完成后,需要对管体进行切割,去除多余部分。此外,还需对管体进行整形,确保其直径和弯曲度都符合标准要求。
检测:采用超声、磁粉、射线等方法,对焊缝质量进行全面检测,确保无缺陷存在。
涂层处理:为提高钢管的防腐性能,通常会对其表面进行涂层处理,如喷塑、镀锌等。
包装、出厂:后,按照客户要求或行业标准,对钢管进行包装,确保运输过程中不会受到损伤。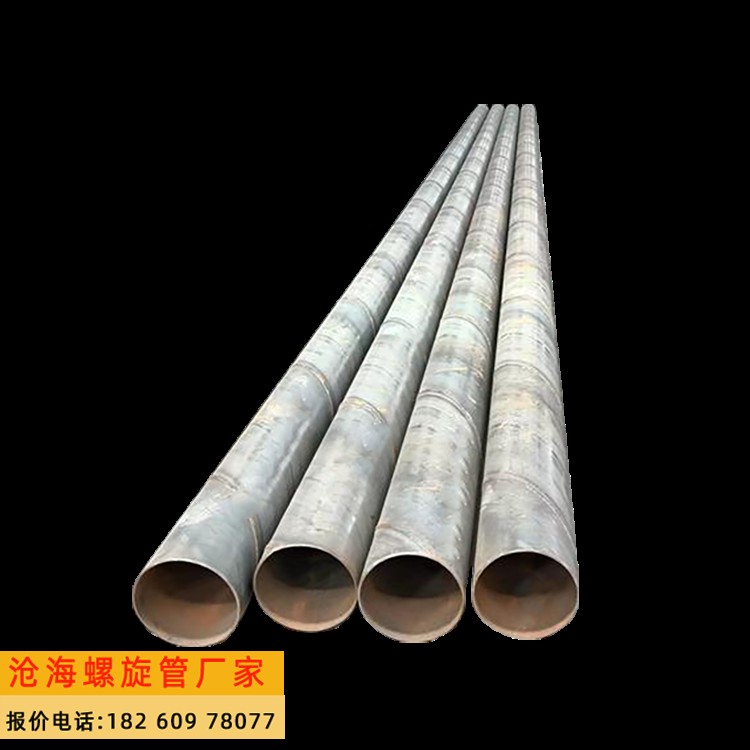
质量控制要点
原材料控制:钢卷的质量是决定终产品质量的关键。需进行严格的化学成分和物理性能检测,确保其符合生产要求。
焊接质量:焊缝是螺旋钢管的薄弱环节。焊接过程中,需要控制焊接速度、焊接电流、焊接材料等参数,确保焊缝的均匀性和紧密性。
形状控制:需要确保钢管的直径、弯曲度、端面垂直度等都在规定的范围内。
表面处理:涂层的质量直接关系到钢管的防腐性能。需要确保涂层均匀、无裂纹、无气泡。
检测与标定:所有出厂的钢管都应进行严格的性能检测,并根据检测结果进行相应的标定,以方便用户选择和使用