花莲县电器五金插件黄铜色价格
-
面议
及时发货
交易保障
卖家承担邮费
五金冲压就是利用冲床及模具将不锈钢,铁,铝,铜等板材及材使其变形或断裂,达到具有一定形状和尺寸的一种工艺。
压铸件是一种压力铸造的零件,是使用装好铸件模具的压力铸造机械压铸机,将加热为液态的铜、锌、铝或铝合金等金属浇入压铸机的入料口,经压铸机压铸,铸造出模具限制的形状和尺寸的铜、锌、铝零件或铝合金零件,这样的零件通常就被叫做压铸件。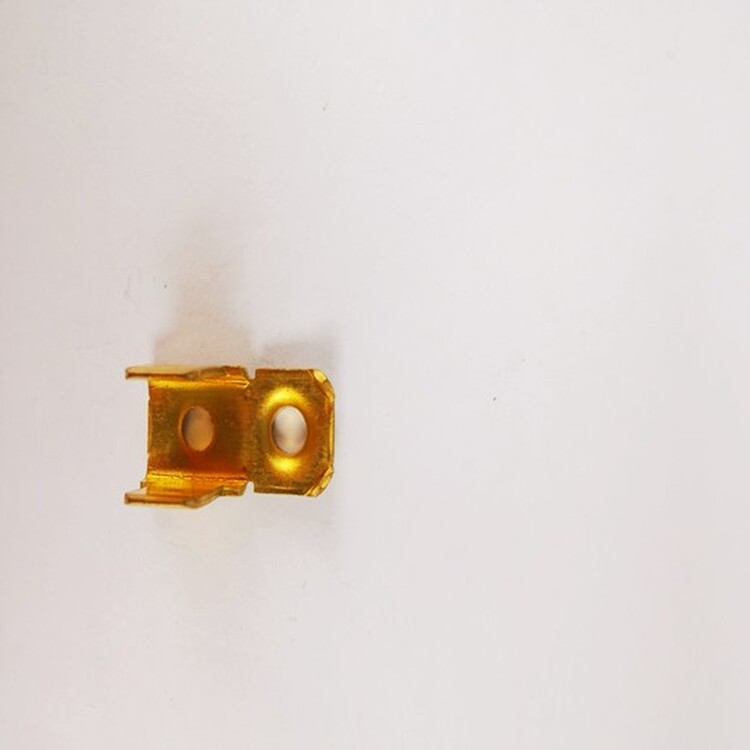
随着五金制品行业的发展,五金冲压件生产设备和技术在不断改进,五金冲压件越来越精密,产品种类也越来越多,市场规模在不断扩大。精密五金冲压件按行业、用途和工艺特点可分为多种类型,下面就简单介绍下精密五金冲压件有哪些类型:
1、汽车零件:主要包含汽车结构件、汽车功能件、汽车车床件、汽车继电器等。
2、电子零件类:主要包含有连接器件、接插件、电刷件、电器端子、弹性零件等。
3、家电零件:主要包含大家电零件,如彩管电子零件,以及小家电零件,各类结构件和功能件等。
4、IC集成电路引线框架:主要包含分立器件引线框架和集成电路引线框架等。
5、电机铁芯:主要包含单相串励电机铁芯、单相家用电机铁芯、单相罩极电机铁芯、永磁直流电机铁芯、工业电机铁芯、塑封定子铁芯等。
6、电器铁芯:主要包含E字形变压器铁芯、EI形变压器铁芯、工字形变压器铁芯、以及其他变压器铁芯片等。
7、换热器翅片:主要包含工业换热器翅片、家用换热器翅片、汽车用换热器翅片等。
8、其他类零件:主要包含仪器仪表零件、IT类零件、声学类和摄像类零件、现代办公用类零件、以及日用五金件等。
五金冲压就是利用冲床及模具将不锈钢,铁,铝,铜等板材及材使其变形或断裂,达到具有一定形状和尺寸的一种工艺。
五金冲压有时也称板材成形, 但略有区别。所谓板材成型是指用板材、薄壁管、薄型材等作为原材料进行。塑性加工的成形方法统称为板材成形,此时,厚板方向的变形一般不着重考虑。
就是利用冲床及模具将铁,铝,铜等板材及材使其变形或断裂,达到具有一定形状和尺寸的一种工艺。
五金冲压有时也称板材成形, 但略有区别。所谓板材成型是指用板材、薄壁管、薄型材等作为原材料进行。塑性加工的成形方法统称为板材成形,此时,厚板方向的变形一般不着重考虑。
冲压行业是一个涉及领域极其广泛的行业,深入到制造业的方方面面,在国外将冲压称为板材成形。在我国也有这样称呼的。中国的冲压行业是个什么样子的,国外如何,我们如何走,这是我们大家关心国家关心的问题。
冲压的大力发展应归功于汽车、飞机及家电日用品的发展。
五金冲压就是利用冲床及模具将不锈钢,铁,铝,铜等板材及材使其变形或断裂,达到具有一定形状和尺寸的一种工艺。
五金冲压有时也称板材成形,但略有区别。所谓板材成型是指用板材、薄壁管、薄型材等作为原材料进行。塑性加工的成形方法统称为板材成形,此时,厚板方向的变形一般不着重考虑。
冲压工艺大致可分为分离工序和成形工序(又分弯曲、拉深、成形)两大类。分离工序是在冲压过程中使冲压件与坯料沿一定的轮廓线相互分离,同时冲压件分离断面的质量也要满足一定的要求;成形工序是使冲压坯料在不破坏的条件下发生塑性变形,并转化成所要求的成品形状,同时也应满足尺寸公差等方面的要求。
如今经济环境不好,各行各业都是比较困难。加工行业也是遇到了不小的阻力,但是要想不断的发展就要走好每一步。实现五金冲压件的可持续发展,对于五金冲压行业来说,需要知道应该如何去改变、去适应市场的发展。1、五金冲压件加工企业在发展的过程中,要始终把技术发展放在位。把握住市场的发展动向,培养一批技术人才,提高冲压加工和模具制造的技术,把五金冲压件的方向朝着汽车、航空、手机、电脑、电子等比较规模实力大的方向发展。这就是人们日常说的大树底下好乘凉的意思。只有把握住市场的动向才能不断扩大自己在五金冲压行业内的市场份额。
2、树立自来的市场场,五金冲压件虽小但是也要建立自。有时候并不一定要求工厂规模多大,但是一定要正规。各个工序都有严格的管理规定,一定不能像是一盘散沙!3、虚心学习。俗话说活到老学到老。五金冲压件加工行业也是一样的,自己的实力和精力永远时有限的。只有不断的学习才能进步,学习别人的长处拟补自己的不足。除此之外,虽然说五金冲压件不属于服务业,但是也一定要做好售前和售后服务,为了值钱不再时产品而是服务。
五金冲压件加工的常见问题及原因
1.毛刺:冲孔或切边角过程中不完全留有余料,钢板截断面下部位产生毛刺,以截断面为基准,毛刺高度为0.2mm以上时,发生的铁粉会损坏模具并产生凸凹。
2.凸凹:材质表面异常凸起或凹陷,是开卷线有异物(铁屑、灰尘)混入引起的。
3.辊子印:清洗辊子或者送料辊子附着异物引起(以固定节距发生),一般情况下可以将板料上的辊子印异物去掉即可。
4.滑动印:由于辊子滑动引起,在突然停止或者加速时发生。
5.卷料粉碎可能或许边沿起皱:开卷线的导向辊可能或许模具上的导向辊间隙小时产生的起皱情景,由于卷料送入不屈衡引起。
6.划痕:产生零件上有划痕的主要原因,模具上有尖利的伤痕或有金属尘屑掉入了模具,防止措施为修磨模具上的伤痕和清除金属尘屑。
7.底部开裂:产生零件底部开裂的主要原因是材料塑性较差或模具压边圈压得过紧,防止措施为更换塑性较好的材料或把压边圈放松一些。
8.侧壁有:产生零件侧壁有的主要原因是材料的厚度不够(比小的允许厚度还薄)或上、下模安装时出现偏心,造成一边间隙大,另一边间隙小,防止措施为即时更换材料和重新调整模具。