木纹木纹铝单板墙板,弧形铝单板厂家
-
¥200.00
及时发货
交易保障
卖家承担邮费
安装方法
1、根据同一水平高度装好收边角。
2、按不同的要求有不同的骨架,如:L50*50*5mm角钢固定,预埋件铝挂件固定等,根据不同的产品有不同的固定方法。
3、把预装在扣板龙骨上的吊件,连同扣板龙骨紧贴轻钢龙骨成垂直方向扣在轻钢龙骨下面,扣板龙骨间距根据板型大小来确定,全部装完后调整至水平。
4、将扣板顺序扣在龙骨上,每扣完一件,将倒锁片压下,龙骨连接时用连接件接驳。
5、板面安装时带手套,如不慎留下指印或污渍,可用洗洁精清洗并抹干。
铝单板幕墙采用高强度铝合金板材,其常用厚度为1.5、2.0、2.5、3.0MM,型号为3003,状态为H24。常规材料大尺寸为1220MM×2440MM。其构造主要由面板、加强筋和角码组成。角码可直接由面板折弯、冲压成型,也可在面板的小边上铆装角码成型。加强筋与板面后的电焊螺钉连接,使之成为一个牢固的整体,增强了铝单板幕墙的强度与刚性,了长期使用中的平整度及抗风抗震能力。如果需要隔音保温,可在铝板内侧安装的隔音保温材料。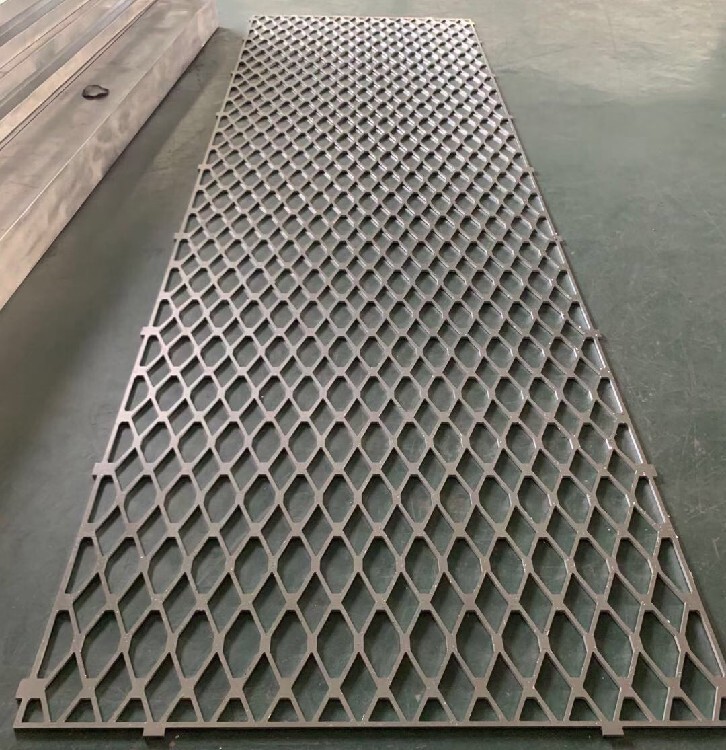
铝单板是不燃烧的,这是大家都知道。早期的铝塑板是不能够防火的但随着铝塑板技术的向前发展,生产的防火铝塑复合板由于在其PE中加入阻燃材料,防火性能大大提高,已经完全可以满足工程消防的需要。
钣金加工要求:配套完善的剪、冲、折弯及加工弧形板的卷圆机,可实现基本尺寸为4米的各种复杂形状的钣金加工(不少厂家能实现6米以上加工,但长度越长,平整度越差)。铝材氩弧焊和高频焊钉设备,可成形铝板的焊接、封角以及加强筋种钉工序的完成;机械化的打磨抛光设备与6.6×1.7×1米的自动化前处理槽和设计制作的一套8×3米和8×2米的喷房和烤箱,能完成超大板材和长形材的加工,可确保产品表面达到涂装所须基材的膜层要求。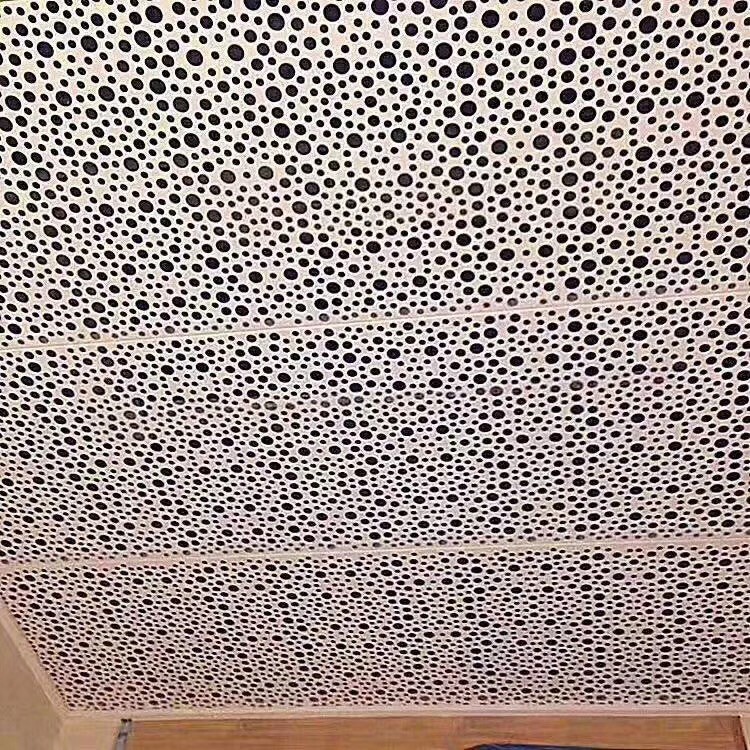
世界上的铝单板有氟碳喷涂铝单板和辊涂两种,国内暂时还没有辊涂生产线,所以这里单板的加工过程主要是讲的氟碳喷涂生产。喷涂生产铝单板分为两大步骤:步是钣金加工。这个过程主要是通过对平板经过裁剪、折边、弯弧、焊接、打磨等工序,把铝单板加工成施工所需的形状和尺寸。第二步就是喷涂。喷涂就是在加工好的钣金上喷涂油漆。喷涂分为两种,一种是人工喷涂,一种是机器喷涂。机器喷涂一般只适合规则的平板,但这种铝单板在实际的使用中用的比较少,国内大部分厂家采用的人工喷涂。人工喷涂是一个危险的工作,因为油漆的挥发性和毒性都比较强,很容易造成慢性苯系列中毒,严重影响人的健康。人工喷涂的一大优点就是不管量的大小,颜色都可以任选,而铝塑板的辊涂达到一定量才可以加工。铝塑板的加工过程较之铝单板复杂一些,主要是有化成、涂装、复合和修边四大工序,这四个过程除了修边以外其它都是自动化生产。从其加工过程可以看出,铝塑板在环保和安全性方面占有一定的性。再加上铝单板的钣金加工过程的简易,有些私人作坊也开始涉足,严重影响了铝单板的市场质量的稳定。
铝单板一般采用2-4mm厚的AA1100纯铝板或AA3003等铝合金板,国内一般使用2.5mm厚AA3003铝合金板;铝塑复合板一般采用3-4mm三层结构,包括上下两个0.5mm夹着PVC或PE。我们从材料可以看出,铝塑复合板的造价肯定要比铝单板要低的多。市场大概是4mm厚的复合板要比2.5mm厚的铝单板价格要低120元/平方以上,一个一万方的工程,使用铝塑板就要比使用铝单板降低120万元的造价。