摇摆头五轴加工中心货期短
-
面议
及时发货
交易保障
卖家承担邮费
五轴加工中心一般由三个直线轴(X、Y、Z轴)和两个旋转轴组成,而旋转轴又有旋转头和旋转工作台之分,根据旋转轴类型的不同组合,五轴联动加工中心机床可分为以下三种类型:
两个旋转轴由两个旋转头组成(仅旋转刀具);
两个旋转轴是由两个旋转工作台组成(仅旋转工作台);
两个旋转轴一个为旋转头,另一个为旋转工作台(既旋转刀具,又旋转工作台)。
五轴加工中心是高精率的自动化设备,是可以实现工件经过一次装夹来完成多道工序的加工,有效避免多次装夹对刀的误差,也可以提高加工效率。越是高精密的加工中心对安装坏境、温度、湿度、震动的要求越严格,都是需要考虑的,下面我们简单来说下五轴加工中心对安装地基的要求。
安装地基时一定要牢固,按照厂家出的具体地基图纸做地基,对于混凝土比较紧实的地面,如果足够厚实,可以直接按图纸进行地脚螺栓,比较松的地面,一定要按地基图重新开挖施工。并灌与足够厚度的混凝土,防止后期发生五轴加工中心的下沉,下降后床身会变形就没有精度了。做的地基尺寸不能小于五轴加工中心支撑面积的外形尺寸,地基混凝土施工厚度按国家标准。
五轴联动加工中心适合加工复杂、工序多、要求高、需要多种类型的普通机床和众多夹具,且经多次装夹和调整才能完成加工的零件。
箱体类零件
箱体类零件一般都需要进行多工位孔隙及平面加工,公差要求较高,特别是形位公差要求较为严格,通常需要经过铣、钻、扩、镗、铰、攻丝等工序,需要较多,在普通机床上加工难度大,需多次装夹、找正,加工精度难以。加工箱体类零件时需要工作台多次旋转加工水平方向四个面,用卧式加工中心合适。
复杂曲面
复杂曲面在机械制造业,特别是航空航天工业中占有重要的地位。复杂曲面采用普通机加工方法是难以甚至无法完成。复杂曲面零件如:各种叶轮、球面、各种曲面成型磨具、螺旋桨以及水下航行器的推进器、以及一些其他形状的自由曲面。这类零件用五轴加工中心为合适。铣刀作包络面来逼近球面。复杂曲面用加工中心加工时,编程工作量较大,大多数要
异形件
异形件是外形不规则的零件,大都需要点、线、面多工位混合加工。异形件的刚性一般较差,夹压变形难以控制,加工精度也难以,甚至某些零件的有的加工部位用普通机床难以完成。用加工中心加工时应采用合理的工艺措施,一次或二次装夹,利用加工中心多工位点、线、面混合加工的特点,完成多道工序或全部的工序内容。
有自动编程技术。
盘套板类零件
带有键槽,或径向孔,或端面有分布的孔系,曲面的盘套或轴类零件,如带法兰的轴套,带键槽或方头的轴类零件等,还有具有较多孔加工的板类零件,如各种电机盖等。端面有分布孔系、曲面的盘类零件宜选择立式加工中心,有径向孔的可选卧式加工中心。
加工
在熟练掌握了加工中心的功能之后,配合一定的工装和工具,利用加工中心可完成一些的工艺工作
五轴联动数控机床是一种科技含量高、精密度高、用于加工复杂曲面的机床,这种机床系统对一个国家的航空、航天、军事、科研、精密器械、高精医疗设备等等行业有着举足轻重的影响力。 目前,五轴联动数控机床系统是解决叶轮、叶片、船用螺旋桨、重型发电机转子、汽轮机转子、大型柴油机曲轴等等加工的手段。
五轴机定义:
广义上,在传统XYZ三轴的基础上,加装两个旋转轴的机台,并且能够做到五轴同动,我们称之为五轴加工机。
依照旋转轴的配置方式,五轴加工机分为三类:
主轴型:两个旋转轴都在主轴端
工作台型:两个旋转轴都在工作台端
混合型:主轴端及工作台端各一个旋转轴
主轴型五轴机
又称Head-head型五轴机
适合加工大型、重型工件
不适合重切削
机台动作较灵活
工作台型五轴机
又称Table-Table型五轴机
适合加工小型、轻型工件
适合重切削
机台动作较不灵活
混合型五轴机
又称Head-Table型五轴机
加工特性介于前两者之间
制作成本、精度要求较低
我们知道现在国内很多五轴数控机床和系统都属于假五轴,所谓假五轴,其实就是指不带RTCP功能的机床。真假五轴,既不是看长相也不是看五个轴是否联动,要知道假五轴也可以做五轴联动。真假五轴的区别主要在于其有没有五轴RTCP刀尖跟随功能,也就是说假五轴编程需要考虑主轴的摆长及旋转工作台的位置。这就意味着用假五轴数控系统和机床编程时,依靠CAM编程和后处理技术,事先规划好刀路。同样一个零件,机床换了或者刀具换了,都重新进行CAM编程和后处理。并且假五轴机床在装夹工件时需要工件在其工作台回转中心位置,对操作者来说,这意味着需要大量的装夹找正时间,且精度得不到。即使是做分度加工,假五轴也麻烦很多。而具备五轴联动RTCP刀尖跟随功能的加工中心只需要设置一个坐标系,只需要一次对刀,就可以完成加工。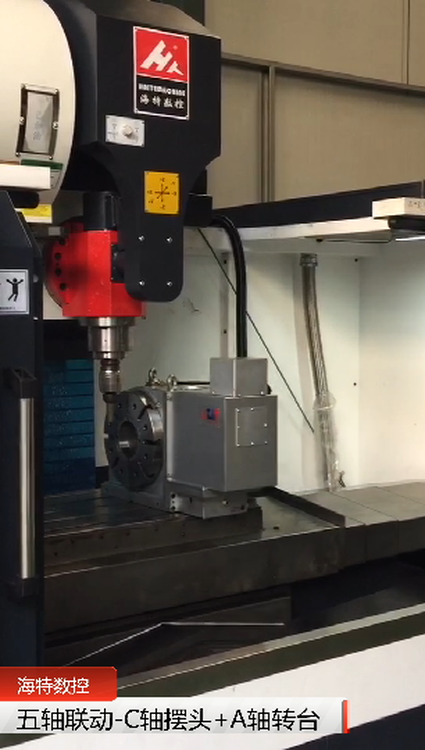
一般来说机床第4轴为A轴,第5轴为C轴。工件摆放在C轴转台上。当第4轴A轴旋转时,因为C轴安装在A轴上,所以C轴姿态也会受到影响。同理,对于我们放在转台上面的工件,如果我们对刀具中心切削编程的话,转动坐标的变化势必会导致直线轴X、Y、Z坐标的变化,产生一个相对的位移。而为了消除这一段位移,势必机床要对其进行补偿,RTCP刀尖跟随功能就是为了消除这个补偿而产生的功能。