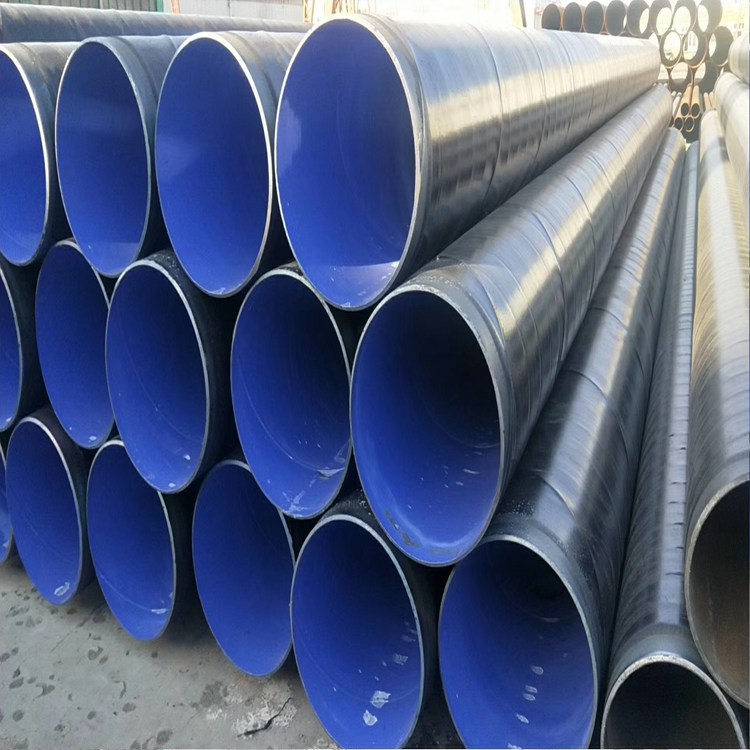
外壁2pe防腐钢管内壁ipn8710螺旋钢管
-
≥ 1㎡¥32.00
及时发货
交易保障
卖家承担邮费










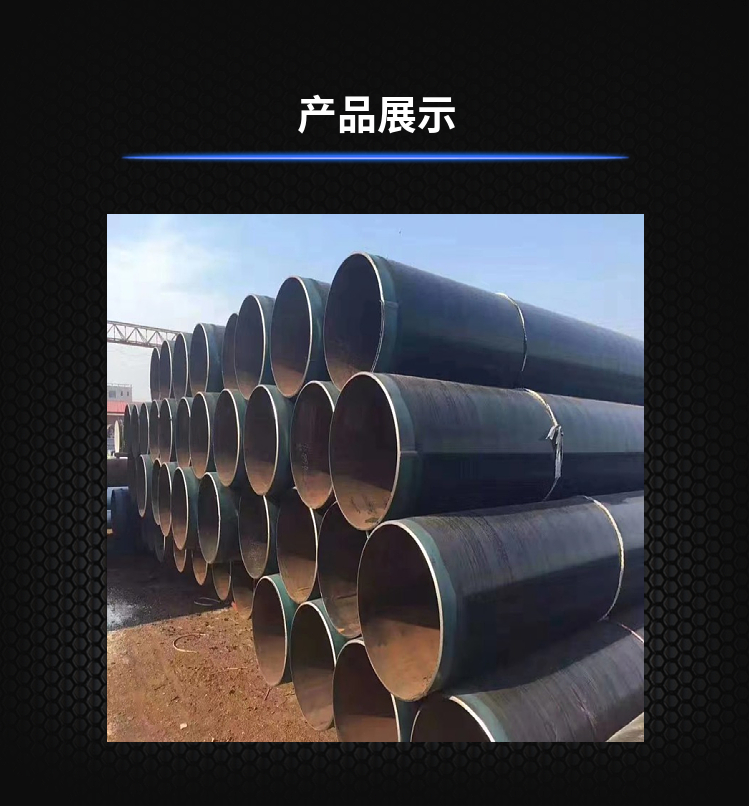



在3pe防腐钢管生产中涂覆胶粘剂与环氧粉末胶化中同时进行,采用侧向缠绕工艺时确保搭接部分的聚及焊缝两侧的聚辊压密实钢管具有优良的挠性,聚的挠性使聚管可以进行盘卷,并以较长的长度供应,不需要各种连接管仵,且其走向容易依照施工的要求进行改变,还可在施工前改变钢管的形状,旧管后恢复原来的大小和尺寸采用空气等离子切割机将钢管切成单根,切成单根钢管后,每批钢管都要进行严格的首检制度,检查焊缝的力学性能,化学成份,溶合状况,钢管表面以及经过无损探伤检验,确保制管工艺合格后,才能正式投入生产 螺旋钢管是以带钢卷板为原材料,经常温成型,以自动双丝双面埋弧焊工艺焊接而成的螺旋缝钢管,将带钢或卷板按螺旋形弯曲成形,用双面埋弧自动焊进行内缝和外缝的焊接制成的螺旋钢管,由于以下原因它能广泛地应用于水,电,化工等行业生产中
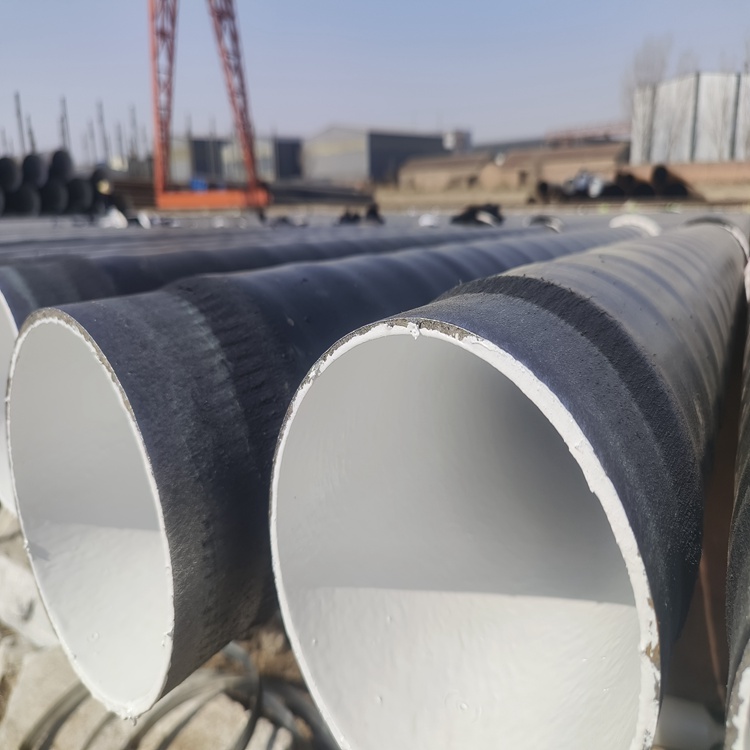
螺旋管材质:Q235A,Q235B.Q23b,0Cr13、1Cr17、00Cr19Ni11、1Cr18Ni9、0Cr18Ni11Nb,Q345 L245 L290 X42 X46 X70 X80x95 管端预留长度为10-12公分,聚层端面应形成不大于30度的倒角,端部外保留的环氧粉末涂层,防止防腐管端部防腐层剥离或,端部部分人工修理,按2~3次分段进行,以达到规定要求壁厚公差D<508 +15.0%t-12.5%t;D≥508 +19.5%t-8.0%t;D<508 +15.0%t-12.5%t;D≥508 +17.5%t-10.0%t;D<508 ±12.5%t;D≥508 ±10.0%t
钢管知识:公式计算公式:P=2SR/D P-试验压力(Mpa) S---钢管公称壁厚(mm) D-钢管公称外径(mm) R-允许应力 屈服点(σs)具有屈服现象的精密钢管,试样在拉伸中力不(保持恒定)仍能继续伸长时的应力称屈服点,若力发生下降时,则应区分上、下屈服点API管线钢管是属于美国石油的管线管,管线管是把地面的油,汽,水,通过管线管输送到石油和天然气工业企业,管线管包括无缝管和焊接钢管,其管端有平端,带螺纹端和承口端;其连接为端头焊接,接箍连接,承插连接等由于生产工艺的,直缝焊管极难实现连续不间断检验,这将使焊接隐患与问题的出现机率,影响将来管线运行的整体工作可靠性