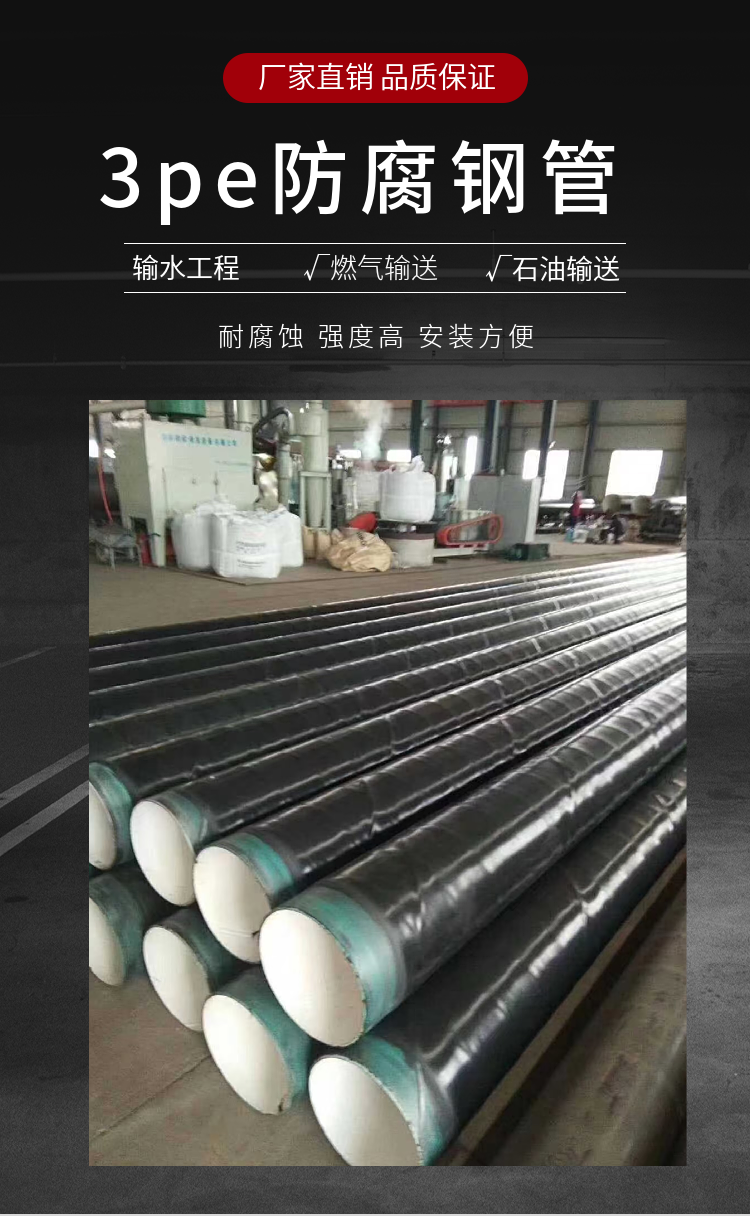

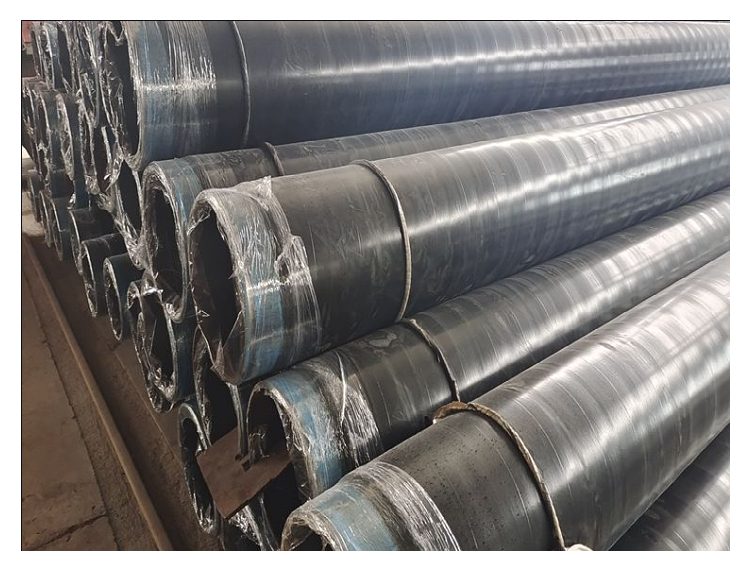

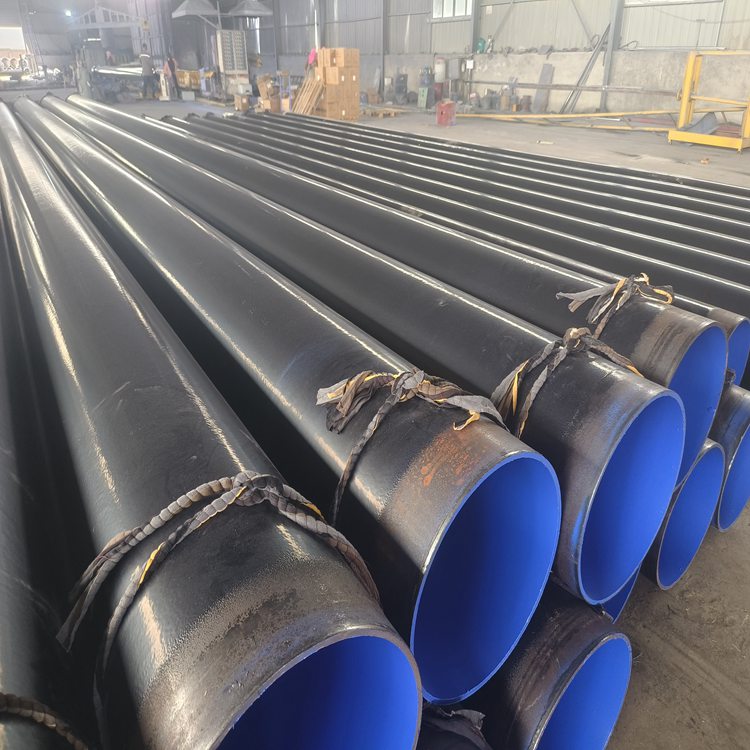
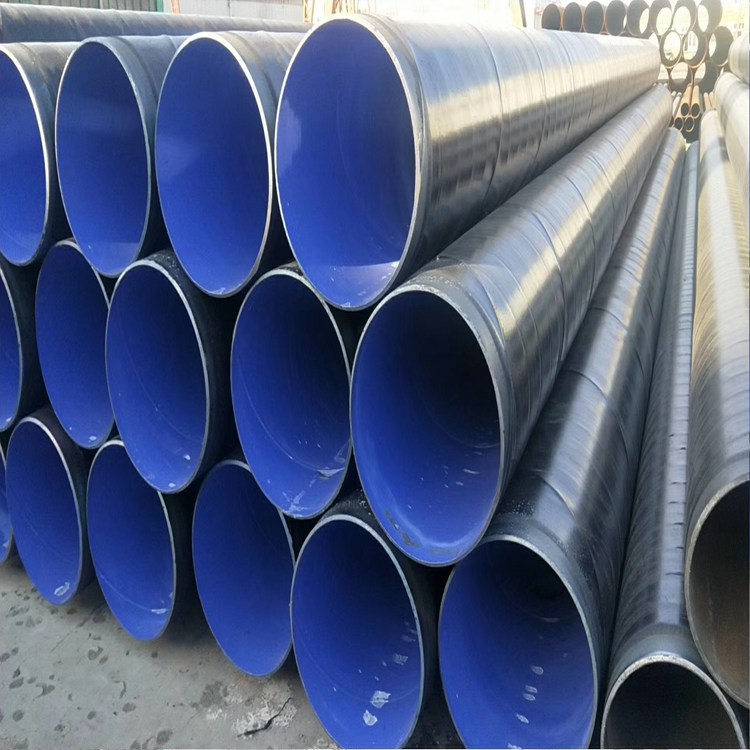



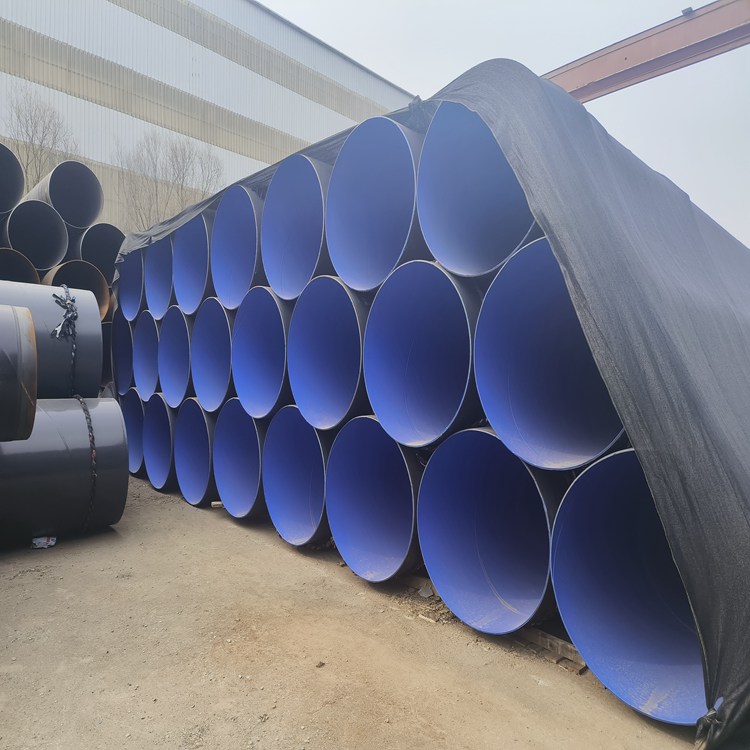


这三种材料紧密融合在一起,并与钢管牢固结合形成优良的防腐层,检验工艺原材料检验—校平检验—对接焊检验—成型检验—内焊检验—外焊检验—切管检验—超声波检验—坡口检验—外形尺寸检验—X射线检验—水压试验—为产品,制定了完善的计划,现场工作程序及检验、试验计划,沿其横截面的周边上无接缝的钢管,根据生产不同分为热轧管、冷轧管、冷拔管、管、顶管等,均有各自工艺规定将带钢送入16Mn直缝钢管机组,经多道轧辊滚压,带钢逐渐卷起,形成有开口间隙的圆形管坯,辊的压下量,使焊缝间隙控制在1~3mm,并使焊口两端齐平,如间隙过大,则造成邻近效应,涡流热量不足,焊缝晶间接合不良而产生未熔合或开裂,如间隙过小轧制:将钢材金属坯料通过一对轧辊的间隙(各种形状),因受轧辊的压缩使材料截面减小,长度的压力加工,3pe防腐钢管属于聚三层结构防护层又称三层PE,是从国外引进的防腐技术,它的全称为熔结环氧/挤塑聚结构防护层,结构由以下三层组成:底层为熔结环氧粉末,厚度≥80μm;中间为胶粘剂厚度170-250μm;面层为挤塑聚厚度约2mm,这种厚度属于普通级,还分加强级和特加强级,防护层总厚度约1.8-3.7mm。