河北保定大型螺旋管厂家定制
-
¥3652.00
及时发货
交易保障
卖家承担邮费
污水处理用螺旋焊接钢管焊缝气孔不仅影响管道焊缝致密性,造成管道泄漏,而且会成为腐蚀的诱发点,严重降低焊缝强度和韧性。焊缝产生气孔的因素有:焊剂中的水分、污物、氧化皮和铁屑,焊接的成份及覆盖厚度,钢板的表面质量以及钢板边板处理,焊接工艺及钢管成型工艺等。焊剂成分。焊接含有适量的CaF2和SiO2时,会反应吸收大量的H2,生成稳定性很高且不溶于液态金属的HF,从而可以防止氢气孔的形成。 排废水用螺旋焊接钢管腐蚀的分类和破坏形式 金属管道腐蚀的现象与机理比较复杂,常用的分类方法如下:按腐蚀的环境分类,可分为化学介质腐蚀、大气腐蚀、海水腐蚀和土壤腐蚀等;按腐蚀过程的特点和机理分类,可分为化学腐蚀(包括气体腐蚀和非电解质溶液中的腐蚀)、电化学腐蚀、物理腐蚀等。 金属管道腐蚀的破坏形式,有均匀腐蚀和局部腐蚀两大类,均匀腐蚀是在整个金属管道表面均匀地发生腐蚀,均匀腐蚀一般危险性较小。
佛山市崛诚钢铁贸易有限公司生产螺旋焊接钢管,Q235B螺旋钢管,大口径螺旋钢管,Q345B厚壁螺旋管,Q345B直缝焊接钢管,大口径厚壁焊接钢管,压力钢管,流体钢管,结构钢管,钢板卷管,热扩钢管,热扩无缝化钢管,16锰直缝钢管,热扩无缝钢管,疏浚钢管,污水处理用钢管,桥梁、码头打桩用钢管,钢结构支柱钢管,大口径压力钢管, 法兰连接螺旋管,输水钢管,输气钢管,输泥钢管,防腐钢管,IPN8710饮用水防腐钢管,20#无缝钢管,热扩钢管,厚壁焊接钢管,无缝化热轧钢管,热镀锌钢管,薄壁焊接钢管,直缝钢管,定做非标非型号各种材质钢管。销售部经理为您提品介绍和新报价。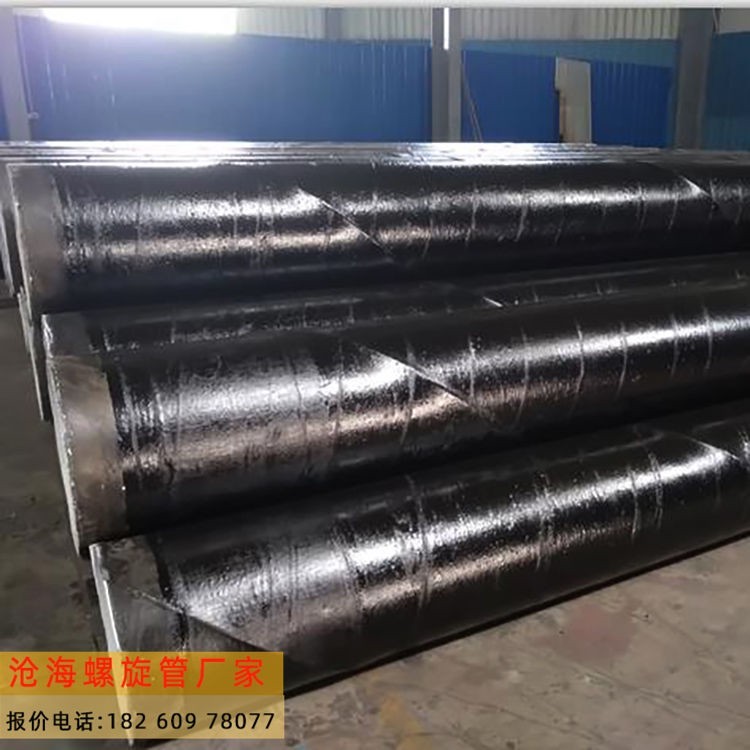
直缝钢管和螺旋钢管都是焊接钢管的一种,它们在国民生产建设中应用广泛,直缝钢管和螺旋钢管因生产工艺不同因此具有许多不同之处,下面具体讨论下直缝钢管和螺旋钢管的区别。
直缝焊管生产工艺相对简单,主要生产工艺有高频焊直缝钢管和埋弧焊直缝钢管,直缝管生产,成本低,发展较快。 螺旋焊管的强度一般比直缝焊管高,主要生产工艺是埋弧焊,螺旋钢管能用同样宽度的坯料生产管径不同的焊管,还可以用较窄的坯料生产管径较大的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~,而且生产速度较低。因此,较的焊管大都采用直缝焊,大口径焊管则大多采用螺旋焊。 在业内生产较大口径直缝钢管时会使用丁字焊技术,即将一段段短的直缝钢管再进行对接,接成符合工程需要的长度,丁字焊直缝钢管缺陷的机率也大大提高,而且丁字焊缝处的焊接残余应力较大,焊缝金属往往处于三向应力状态,增加了产生裂纹的可能性。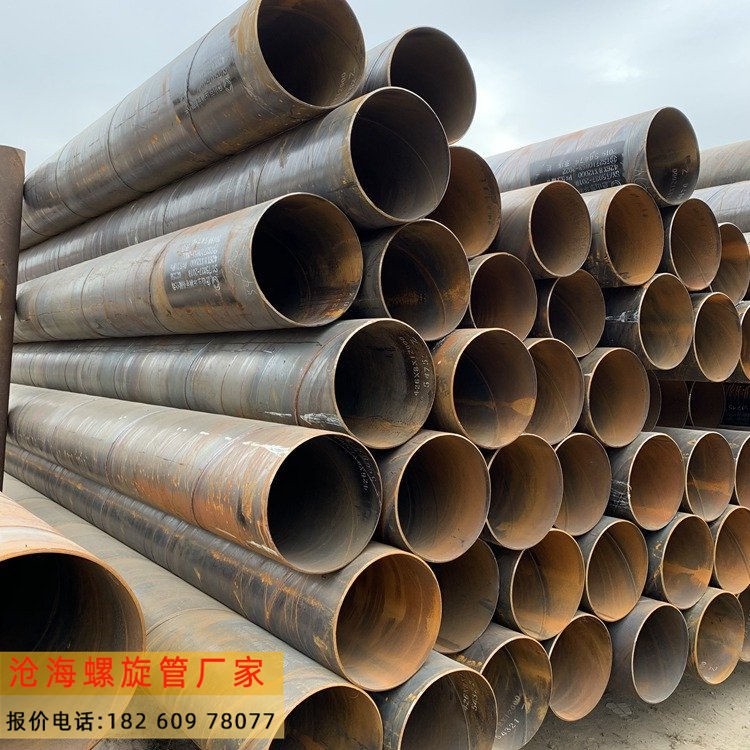
螺旋钢管是用热轧卷板生产的,直缝埋弧焊管是用钢板生产的。螺旋管厂家热轧带钢机组轧制工艺具有一系列的优点,具有获得生产管线钢的冶金工艺能力。例如,在输出台架上装有水冷却系统以加速冷却,这就允许使用低合金成分来达到特殊的强度等级和低温韧性,从而改进钢材的可焊性。但这一系统在钢板生产厂基本没有。卷板的合金含量(碳当量)往往低于相似等级的钢板,这也提高了螺旋钢管的可焊性。而直缝焊管没有相应的生产标准。 一般螺旋钢管机组均采用在线连续检验方式来焊缝的的焊接质量,这是螺旋焊管生产区别于直缝焊管生产的另一重要特征。连续检验有利于焊接缺陷的监控、焊接质量的稳定、焊接等级的。从焊接工艺而言,螺旋钢管与直缝钢管的焊接方法一致,但直缝钢管不可避免地会有很多的丁字焊缝,因此存在焊接缺陷的机率也大大提高,而且丁字焊缝处的焊接残余应力较大,焊缝金属往往处于三向应力状态,增加了产生裂纹的可能性。
螺旋钢管可以根据外形尺寸,长度外观质量来判断螺旋钢管的质量。螺旋钢管发生爆破时,由于焊缝所受正应力与合成应力比较小,爆破口一般不会起源于螺旋焊缝处,其安全性比直缝焊管高。当螺旋焊缝附近存在与之相平行的缺陷时,由于螺旋焊缝受力较小,故其扩展的危险性不如直焊缝大。由于径向应力是存在于钢管上的大应力,所以焊缝处于垂直应力这一方向时承受大载荷。即直缝承受的载荷大,环向焊缝承受的载荷小,螺旋缝介于二者之间。很简单可以从螺旋钢管的材质和外观来判断您要购买了材料。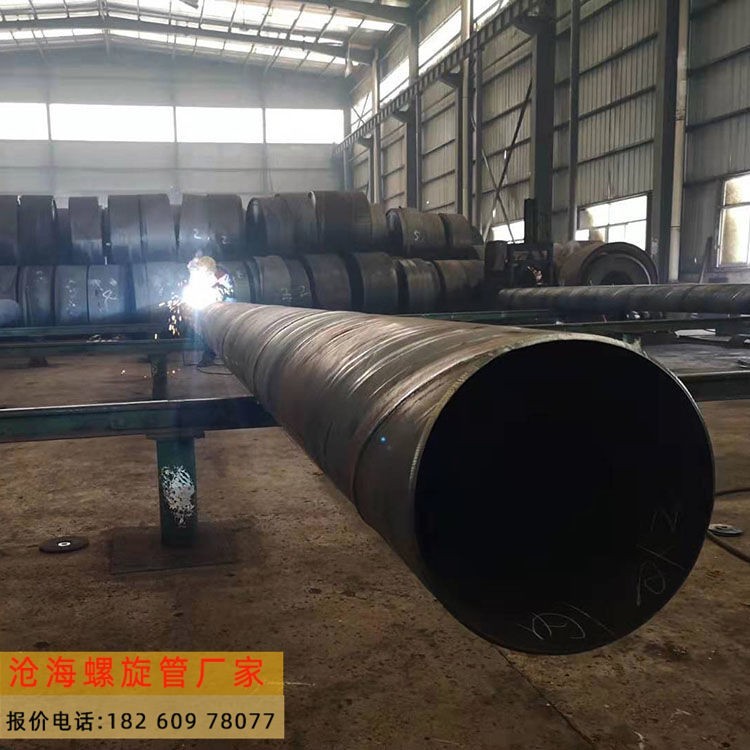
保温钢管是一种能够提高保暖温度的钢管,在人们的日常生活中经常被使用螺旋管厂家,已经被让人们普遍接受和使用。保温钢管普遍使用与建筑、装修及管道的铺设中,能够很好的管道的正常和通畅。虽然保温钢管已经内人们普遍使用,但是它的组成成分、保温原理等优势,很多人不是很清楚,下面介绍一下保温钢管的组成及优点,让大家对保温钢管 有更充分的认识。
保温钢管的组成成分是比较简单的,而且它的构成也是比较简单的,能够让人便于理解和想象。保温钢管是一种由输送介质的钢管、高密度聚乙烯外套管以及钢管和外套管之间填充的聚氨酯硬泡保温层紧密结合而成,是一种高密度聚乙烯外护管聚氨酯泡沫塑料预制直埋保温钢管。只需将除锈防腐后的钢管套在聚乙烯套管内,中间注入聚氨酯泡沫,使之充分填满钢管与聚乙烯套管之间的空隙,终使钢管、套管、保温层形成一个牢固的整体,达到防腐保温的效果, 保温钢管 就是形成了。保温钢管的这种防腐保温方式可以架空或者埋在地下,整个施工过程均可在现场进行,便于施工和操作,而且很容易被施工人员操控,流程比较简单。
保温钢管制作的简易工艺流程: 步是对防腐钢管进行检验,使之符合制作保温钢管的条件,综合各种条件对钢管进行检验;第二步是除去钢管上的绣,利用某些特殊原料清楚钢管表面的锈迹,使钢管没有被腐蚀的情况;第三步是穿管成型,将除锈防腐后的钢管套在聚乙烯套管内;第四步是封头修补,中间注入聚氨酯泡沫,使之充分填满钢管与聚乙烯套管之间的空隙,使之成为一体;后一步是成品检验,对制作完成的保温钢管进行成品的检验,符合规格的产品进行出售,不符合的产品进行重新的整修和改进。
制作 保温钢管 的主要设备:钢管缓冲平台、拨管机组、牵引机、穿管机械、高压发炮机、修补平台、传动线、钢管预热炉、抛丸机主机 检验台和不合格钢管返回传动线、快进滚轮组、快出滚轮、检验平台等。 利用这些主要设备能够制作良好的保温钢管,制作时要充分利用这些设备,使之发挥更大的作用,争取生产出更加合格的产品。
国标现货螺旋钢管的生产厂家拥有的生产设备和工艺,能够实现大规模、率的生产。同时,他们建立了完善的供应链管理体系,确保原材料的稳定供应和生产过程的顺畅进行。这种稳定的生产和供应能力,使得国标现货螺旋钢管能够及时满足市场需求,为各类工程项目提供有力的支持。
螺旋管是一种常见的管道,通常用于输送液体或气体,因此焊接质量直接影响到管道的使用效果和安全性。
1、焊接前要对螺旋管进行表面处理,
确保焊接表面干净,无油污、锈蚀和杂质,以免影响焊接质量。
2、选择适当的焊接方法和焊接材料。
螺旋管可以采用手工焊、气体保护焊、电弧焊等焊接方法,根据管道的材质和要求选择合适的焊接方法。
同时,选用适合的焊丝和焊剂,确保焊接质量。
3、控制焊接参数。
在焊接过程中,要控制焊接电流、电压、焊接速度等参数,确保焊缝的质量和稳定性。
4、注意焊接顺序和技术。
对于螺旋管的焊接,通常采用螺旋式焊接方法,即从管口或者管末端开始,沿着螺旋线逐渐向管中心焊接。
要控制好焊接的速度和温度,焊缝的质量。
5、注意焊接环境和安全。
在焊接过程中,要注意通风换气,避免有毒气体对焊工的影响。
同时要做好防护措施,防止烧伤、电击等事故的发生。
6、焊接完成后要进行焊缝的检测。
通过X射线探伤、超声波探伤等方法对焊缝进行检测,确保焊接质量符合标准要求。