珠海非标油缸厂家报价
-
面议
及时发货
交易保障
卖家承担邮费
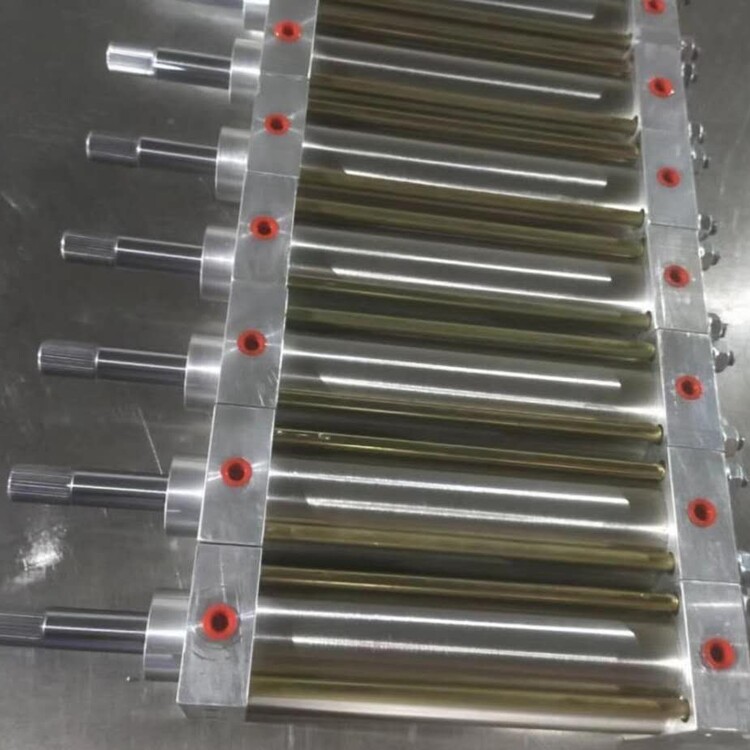
缸筒作为液压缸、矿用单体支柱、液压支架、炮管等产品的主要部件,其加工质量的好坏直接影响整个产品的寿命和可靠性。缸筒加工要求高,其内表面粗糙度要求为Ra0.4~0.8&um,对同轴度、耐磨性要求严格。缸筒的基本特征是深孔加工,其加工一直困扰加工人员。
采用滚压加工,由于表面层留有表面残余压应力,有助于表面微小裂纹的封闭,阻碍侵蚀作用的扩展。从而提高表面抗腐蚀能力,并能延缓疲劳裂纹的产生或扩大,因而提高缸筒疲劳强度。通过滚压成型,滚压表面形成一层冷作硬化层,减少了磨削副接触表面的弹性和塑性变形,从而提高了缸筒内壁的耐磨性,同时避免了因磨削引起的烧伤。滚压后,表面粗糙度值的减小,可提高配合性质。
液压缸内部泄漏。液压缸内部泄漏包括液压缸体密封、活塞杆与密封盖密封及活塞密封均磨损过量等引起的泄漏。活塞杆与密封盖密封泄漏的原因是,密封件折皱、挤压、撕裂、磨损、老化、变质、变形等,此时应更换新的密封件。活塞密封过量磨损的主要原因是速度控制阀调节不当,造成过高的背压以及密封件安装不当或液压油污染。其次是装配时有异物进入及密封材料质量不好。其后果是动作缓慢、无力,严重时还会造成活塞及缸筒的损坏,出现“拉缸”现象。处理方法是调整速度控制阀,对照安装说明应做必要的操作和改进。
密封件质量与滑移或爬行有直接关系。O形密封圈在低压下使用时,与U形密封圈比较,由于面压较高、动静摩擦阻力之差较大,容易产生滑移或爬行;U型密封圈的面压随着压力的提高而增大,虽然密封效果也相应提高,但动静摩擦阻力之差也变大,内压增加,影响橡胶弹性,由于唇缘的接触阻力增大,密封圈将会倾翻及唇缘伸长,也容易引起滑移或爬行,为防止其倾翻可采用支承环保持其稳定。
缸体内有异物混入,液压缸的故障当中,成问题的是,不好判断异物是在什么时候进到液压缸里的。有异物进入后,活塞滑动表面的外侧如装有带唇缘的密封件,那么,工作时密封件的唇缘即可刮动异物,这对于避免划伤是有利的。但是装0形密封圈的活塞,其两端是滑动表面,异物夹在此滑动表面之间,容易形成伤痕。
修复工艺:用氧-乙炔火焰烤划伤部位(掌握温度,避免表面退火),将常年渗金属表面的油烤出来,烤到没有火花四溅。将划伤部位用角磨机表面处理,打磨深度1毫米以上,并沿导轨打磨出沟槽,好是燕尾槽。划伤两端钻孔加深,改变受力情况。用脱脂棉蘸丙酮或无水乙醇将表面清洗干净。金属修复材料涂抹到划伤表面;层要薄,要均匀且全部覆盖划伤面,以确保材料与金属表面好的粘接,再将材料涂至整个修复部位后反复按压,确保材料填实并达到所需厚度,使之比导轨表面略高。材料在24℃下完全达到各项性能需要24小时,为了节省时间,可以通过卤钨灯提高温度,温度每提升11℃,固化时间就会缩短一半,佳固化温度70℃。材料固化后,用细磨石或刮刀,将高出导轨表面的材料修复平整,施工完毕。