宁夏SPR铆钉枪,自冲铆接SPR铆钉枪
-
¥12000.00
及时发货
交易保障
卖家承担邮费
SPR工作原理非常简单:压边圈向下运动对铆接板材进行预压紧,以防止材料在铆钉的作用力下向凹模内流动,而后冲头向下运动推动铆钉向下刺穿上层材料。在凹模与冲头的共同作用下铆钉尾部在下层金属中张开形成喇叭口形状以便锁止,达到连接镶嵌连接目的。
① 底层板至少为总厚度的1/3;
② 强度高、硬度高、延展性差的材料放在上层,强度低、硬度低的、延展性好的材料放在底层;
③ 厚度薄的材料放在上层,厚度大的材料放在底层;
④ 上层材料允许的高强度1500MPa,上层材料强度越高,则底层材料需尽量选用强度低、硬度低的、延展性好的材料,且底层材料需尽量厚;
⑤ 底层材料允许的高强度不600MPa,延展性不小于12%。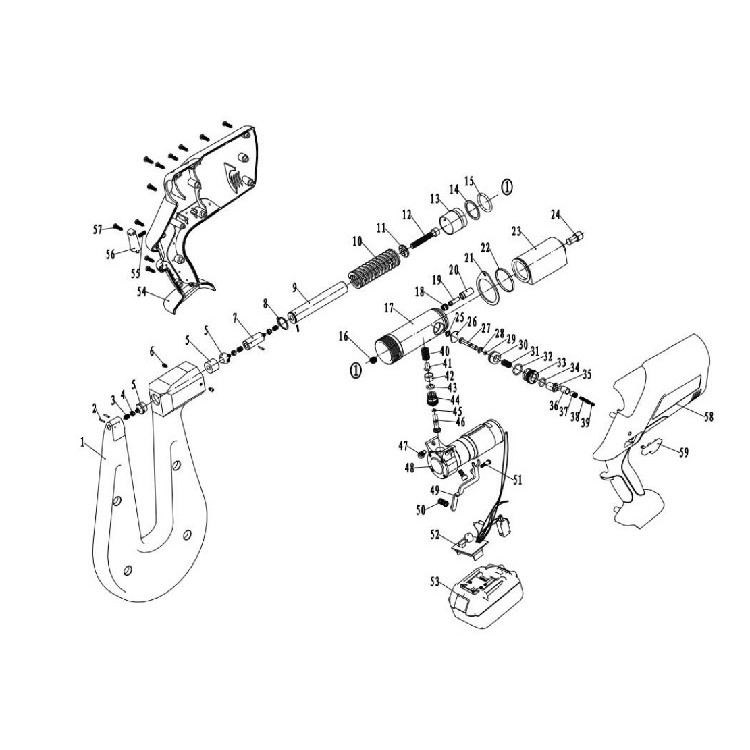
SPR铆接工艺对铆接点处的法兰宽度、距离板材边缘的长度以及铆接点间距有一定的尺寸要求,过窄的法兰边以及过近的板材边缘距离,铆接后容易使钣金裂纹,导致连接失效。根据在某新能源汽车上的使用经验,两铆接点之间的间距需要保持小30mm
同种铝合金零件之间的SPR连接,零件表面无需作特殊防腐处理,仅需要对钢制铆钉进行表面处理。
处于干区的铝合金零件之间的SPR连接,铆钉表面要镀锌处理,要满足96h中性盐雾试验;
处于湿区的铝合金零件之间的SPR连接,铆钉表面要锌镍合金涂覆处理,要满足480h/720h中性盐雾试验要求。
钢-铝异种材料零件SPR连接,钢材与铝材之间匹配会存在电化学腐蚀。根据在某新能源汽车上的研究,处于干区的SPR连接,钢制零件表面要镀锌处理。
对于处于湿区的SPR连接,目前有两种方式处理此问题,一种方法是对钢制零件镀锌并作电泳处理,另一种方法是钢制零件镀锌并与铝合金零件之间涂胶水。钢制零件电泳处理方法主要适用于钢制零件与铝合金件大面积接触的匹配方式,涂胶水方案主要适用于钢制零件与铝合金零件条状接触的匹配方式。