搪玻璃反应釜广泛地应用于化工、石油、医药、农药、食品等工业。为了搪玻璃设备正常使用,现将其主要性能和安装、使用注意事项说明如下:
搪瓷釜是将含硅量高的瓷釉喷涂到低碳钢胎表面,经900℃左右的高温焙烧,使瓷釉密着于金属钢胎表面而形成,由于这两种材料的机械性能和物理性能各不相同,因此搪瓷釜的破损原因也多样,一般有以下几种原因:
搪瓷抗冲击力非常差,任何金属、硬物对其进行撞击均会导致搪瓷破损。因此搪瓷釜使用过程中严防任何金属、硬物掉进釜内,如遇堵料,用塑料棒疏通,检修时盖好锅盖,严防焊渣熔化瓷面出现小坑或爆瓷。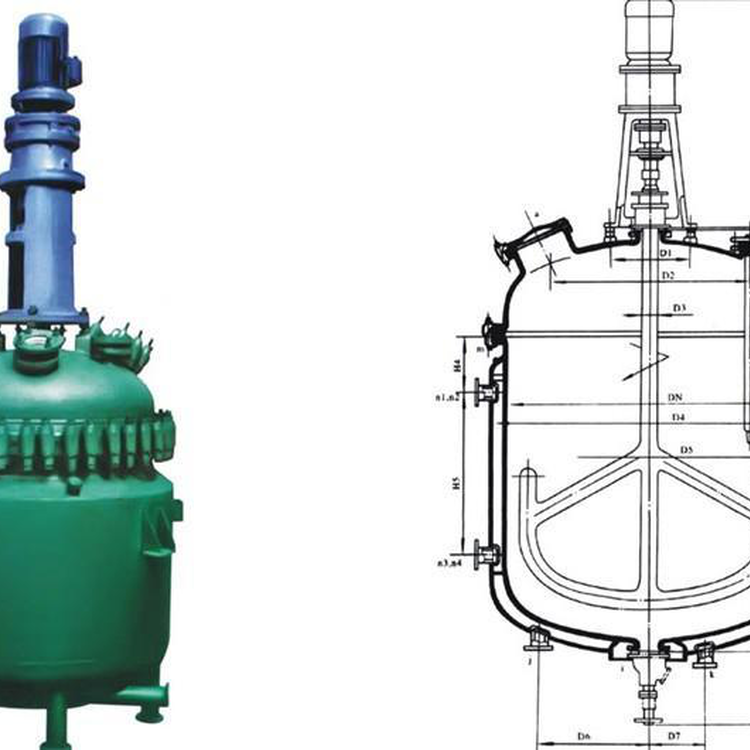
因此搪瓷釜搪瓷层遇冷、热急变,极易爆瓷。因此搪瓷釜有耐温限制温度200℃,耐温急变冷冲击<11O~C,热冲击<120℃。投料时物料温度与釜体温差太大以及升温时蒸汽过猛、降温太急也能导致爆瓷。因此搪瓷釜在使用中升、降温要缓慢、均匀,分级冷却。。
所以在设计瓷釉时,应使瓷釉的热膨胀系数尽量接近基体的热膨胀系数,同时提高基体与瓷层间的密着力,搪瓷的密着性与瓷釉润湿金属的能力直接有关。瓷釉熔体及釉浆对金属的润湿性愈强,愈有利于喷涂和烧成时界面的相互吸引,加速化学反应形成化学键,增强密着。另外瓷层通常是不均匀的,普遍含有夹杂物,这是涂搪过程的特征,由于釉浆由熔块磨加物和搪加物等混合而成,而且终烧成受时间的限制,这就阻碍玻璃体的完全均化。一般地说,这些外加粒子和气泡是产生应力的原因,也是瓷层裂纹的,即使搪瓷的强度降低,又会导致各种缺陷。
也有用陶瓷涂层法进行修补,利用喷热喷涂含3%TiO2的Al2O3 陶瓷粉末,在破损处形成陶瓷层以达到修补的目的。喷涂工艺流程为:预热→粗化处理→喷涂过渡层→喷陶瓷层→喷刷封孔剂→烘干。此方法具有周期短、成本低、而且具有抗高温耐腐蚀的性能。搪瓷反应釜的玻璃衬里,虽具有一定的抗冲击强度,但它毕竟是一种脆性材料,苛刻的工作条件又不允许其存在任何微小缺陷。