南充小区供水管PE给水管
-
¥8.50
及时发货
交易保障
卖家承担邮费
聚乙烯PE给水管的连接
1 热熔连接
聚乙烯管道系统的热熔连接方式有热熔对接(包括鞍形连接)和热熔承插连接。热熔承插连接适合于直径比较小的管材管件(一般直径在DN63毫米以下),因为直径小的管材管件管壁较薄,截面较小,采用对接不易确保质量。热熔对接适合于直径比较大的管材管件,比承插连接用料省,易制造,并且因为在熔接前切去氧化表面层,熔接压力可以控制,质量较易确保。从发展动向看,采用热熔对接是主。
试验证明国内生产的聚乙烯管材管件常常采用的材料并不是完全符合标准的管材料,所以在需要用不同品牌和批号的聚乙烯管材管件热熔连接时,建议要先经过试验和检测。在美国PPI手册中介绍了一个比较实用的质量控制办法:每天在现场做一个试验性热熔连接接头,进行‘弯带测试’(不需要设备的破坏性测试)来判断工艺和设备是否需要调整。
2 电熔连接
电熔连接包括电熔承插连接和电熔鞍形连接。 电熔连接的优点是质量可靠(减少人为因素)和施工快捷。近年来随着技术的进步,电熔连接不仅应用到给水用管道系统,排水用管道系统,而且开始应用到较大直径(但是电熔管件的主体市场是直径DN20-250毫米范围)。
从技术路线讲有两大类:一类是先把电热线缠绕在模具的金属芯棒上或者缠绕在预制的聚乙烯薄套上,放入注塑模具内注塑成埋入电热线的电熔管件。其中有电热线半埋入(金属线半露),全埋入(金属线不外露),电热线预先涂复聚乙烯层(金属线不外露)等不同的设计(各有优点和缺点);有全部用机械手自动操作,全部人工操作或部分人工操作的不同的自动化程度。另一类是采用先注塑聚乙烯管件再机械加工布线的工艺路线。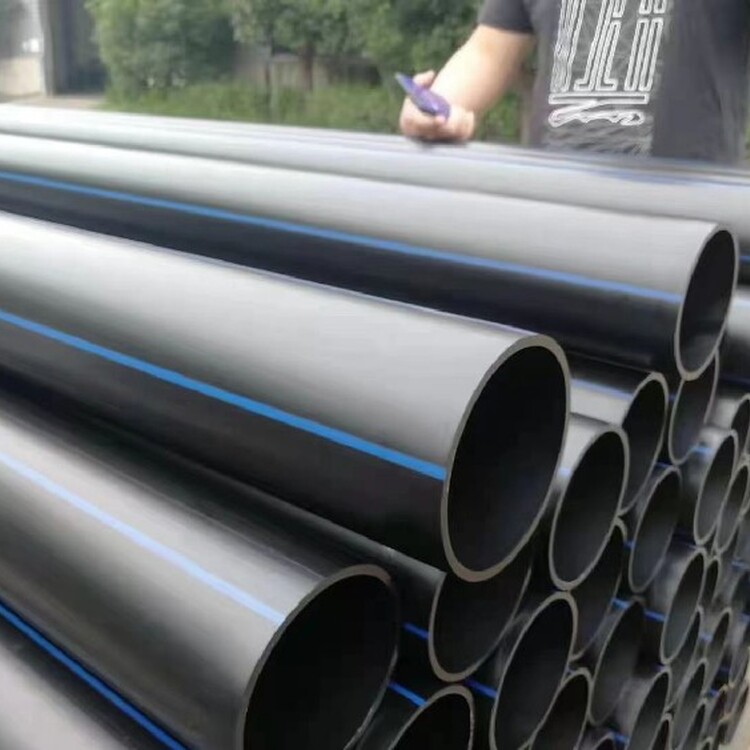
PE给水管是以聚乙烯为原材料经塑料挤出机一次挤塑成型的管材,具有良好的可焊接性,环境应变力和块速应力开裂性。在额定温度和压力下,可使用50年以上。除少数强氧化剂外,可耐多种化学介质的侵蚀,无电化学腐蚀。具有强性,材质卫生无结垢层,不滋生污垢,可回收性高,较好地避免了管材的二次污染。该管材韧性好,耐冲击性能高,不会因外界重力造成管道破裂。 其热熔或电熔接口的强度管体本体,接缝不会由于土壤移动或活载荷的作用而断开。管道质量轻,焊接简单,施工方便,大量降低工程造价。小口径管材可盘卷,减少接口,连接方便。主要应用于城市及村镇自来水给水管道;燃气管道(天然气、液化气、人造煤气等);煤矿通风管道、矿浆输送管道;集中供热护套管;海水及腐蚀介质管道;石油及化工管道; 排污管道;电缆护套管;水利及农田灌溉等。
塑料管在我国发展迅速,质量不断提高。其中PE管材以其共同的优点广应用于供水、排水、埋地排水管道、采暖、燃气管道、电气通信保护套管、工业管道、农管等域。主要用于城市供水、城市燃气供应和农田灌溉。聚乙烯(PE)具有强度高、、卫生等特点,在给水管生产中得到了广的应用。因为它不生锈,是一种理想的管道来代替一般的铁水供应管。
PE管道标准:GB/T13663-2018"聚乙烯(PE)给水管"。
PE管材焊接焊接注意如下:
(1)PE管材焊接时,两管轴线对齐,两端采用点焊固定。
(2)PE管材与法兰焊接时,应先将给水管穿入法兰内,点焊后用角度尺修正,矫直后再焊接。法兰两侧应焊接,法兰内侧不得焊有的法兰密封面。
(3)PE管材壁厚在5mm以上时,应切割坡口,以确保充分的焊接熔深。坡口成形可采用气焊切割或槽形加工,但渣屑和氧化铁应用锉和抛光,直至金属灯曝光。
(4)在切割钢管时,切割段应与钢管的中心线保持直线,以确保焊接结束时钢管的同心度。
(5)法兰应直通管道中心线,外形应平行,法兰垫片不应在管道内,连接法兰的螺栓标准应与法兰匹配,螺钉螺母的长度不得大于螺杆直径的1≤2。
(6)在焊接给水管时,PE管道接口应浮锈、灰尘和油脂。
(7)应根据图纸和标准要求选择法兰垫片,冷水系统应选橡胶垫,热水系统应选石棉橡胶垫。
PE管材是一种卫生卫生的塑料管材,它是以聚乙烯为主原料,由塑料挤出机形成的一种塑料管。用于乡镇供水管网、灌溉引水工程和农业喷灌工程。