山西忻州高速激光熔覆设备修复
-
¥560000.00
及时发货
交易保障
卖家承担邮费
宽带激光熔覆修复轴体工艺流程
宽带激光熔覆修复轴的工艺流程主要包括以下步骤:
1、表面处理:对轴表面进行研磨、清洗、干燥等处理。去除表面的氧化物、油污及杂质。
2、涂层制备:将合金粉末或陶瓷粉末与其他材料按一定比例混合,制备熔覆粉末。将熔覆粉末均匀地涂覆在轴的表面上,形成一定厚度的涂层。
3、激光熔覆修复:采用高能宽带激光束扫描涂层,使涂层表面快速熔化并形成液池。在激光的作用下,熔池中的合金粉末或陶瓷粉末等材料充分熔化、混合,形成致密的熔覆层。
4、修复后处理:对包覆轴进行冷却、抛光、清洗等,去除多余的包覆材料和毛刺。
5、性能测试:对修复后的轴进行性能测试,包括硬度、耐磨性、耐腐蚀性等测试。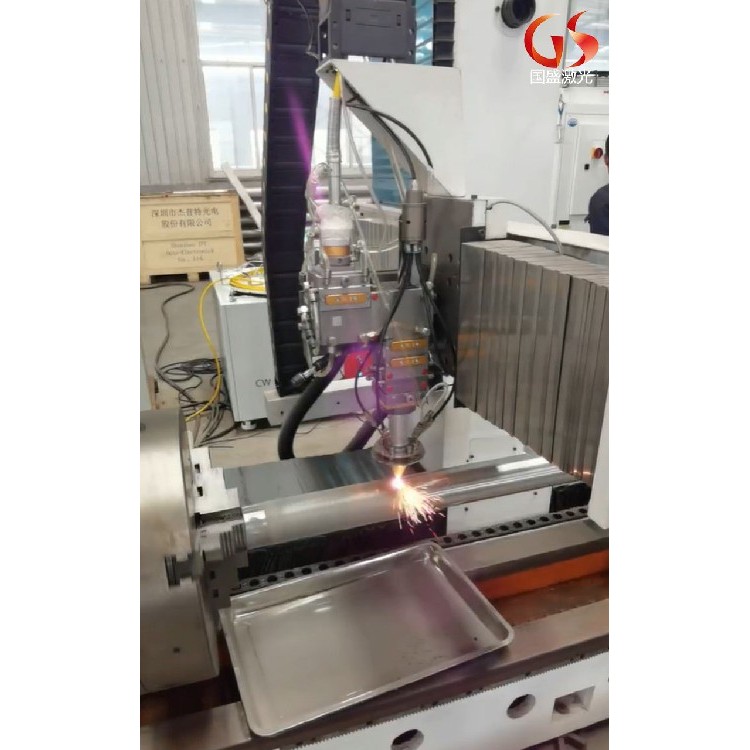
激光熔覆在模具领域应用工艺
激光熔覆技术在模具领域应用的基本工艺流程为:模具表面检查及维修方案确认→模具表面油污清理→根据硬度要求选择合理的涂层及加工参数→熔覆加工→模具加工后表面修复并在交货前进行检验。各工序的步骤及注意事项为:
1、模具表面检查及保养计划确认
检查模具是否有裂纹、拉伤、凹坑,加工位置是否为平面或R角。根据不同问题确定修复方案,对需要处理的地方进行适当打磨。
2、模具表面油污的清理
用清洗液清洗,去除水垢、油渍、油脂和油漆等,提高表面熔覆效果。
3、根据硬度要求选择合理的涂层和加工参数
根据维护计划和客户要求选择合适的功率、焦距、光斑和镀膜(例如铸铁使用铁机粉)。
4、包覆加工
涂料通过设备均匀铺展,激光器发射激光束,激光束经内部透镜折射作用于加工表面,使涂料层与基材表面形成完整的冶金结合。
5、处理后模具表面修复
钳工对熔覆表面进行研磨、抛光,确保模具间隙和表面粗糙度符合要求。
6、交货前检验
检查处理后的硬度和表面粗糙度是否满足客户的要求,如果不符合要求,重做。
轧辊是使(轧材)金属产生塑性变形的工具,是决定轧机效率和轧材质量的重要大型消耗性部件。轧辊失效的普遍原因是早期磨损失效。目前,轧辊由于磨损需要修复时多采用车削或磨削等“补救措施”修正辊型。采用激光熔覆修复轧辊表面已成为延长轧辊寿命的一个主要发展方向和途径。该技术不仅可以修复轧辊,而且可以提高轧辊的耐磨性,延长轧辊的使用寿命,改善钢材的表面质量。
而造成辊压机轴磨损的主要原因如下:
1、辊压机物料粒度的控制不力;
2、辊压机密封失效,造成轴承载荷增大;
3、轴承疲劳运行,造成轴承游隙偏大;
4、压盘预紧力不足;
5、冷却铜管频繁堵塞或设计过细;
6、没有定期清除稳流仓物料,排除富集金属物,使设备频繁过载调停影响轴承寿命;
7、液压系统隐患辊缝长期偏差现象严重。
通常轴类零件主要失效的原因有轴变形、轴断裂、轴表面失效。发电机转轴、各种传动轴等轴类零件的破坏主要是以磨损为主的。其中轴变形、轴断裂是不可以修复的,而以磨损为主的表面失效是可以修复的。采用大功率激光熔覆修复技术,可在轴类零件表面失效的部分,激光熔覆一层铁基合金材料,使得熔覆合金层的零件表面有良好的机械性能,将报废的零件再次使用。