武威饮水DN3PE防腐钢管厂家/价格%(多少钱每米),3pe防腐钢管
-
¥126.00
及时发货
交易保障
卖家承担邮费
(1)不需管坯作原料,可节约制管设备及模具费用,且可得到恣意大直径而壁厚相对较薄的碳钢弯头。
(2)坯料为平板或可展曲面,因此下料简单,精度容易,组装焊接便当。
(3)由于上述二条缘由,能够缩短制造周期,消费本钱大大降低。因不需求任何设备,特别合适于现场加工大型碳钢弯头。
L245弯头是改变碳钢管道上管路方向的金属管件。连接方式有丝扣及焊接。按角度分,有45及90180三种常用的,另外根据工程需要还包括60等其他非正常角度弯头。碳钢弯头的基本工艺过程是:焊接一个横截面为多边形的多棱环壳或两端封闭的多棱扇形壳,内部冲满压力介质后,施以内压,在内压作用下横截面由多边形逐渐变成圆,终成为一个圆形环壳。根据需要,一个圆形环壳可以切割成4个90弯头或6个60弯头或其它规格的弯头,该工艺适用于制造弯头中径与弯头内径比大于1.5倍的任何规格大型弯头,是目前制造大型碳钢弯头的理想方法。
钢管按横截面积形状的不同可分为圆管和异型管。由于在周长相等的条件下,圆面积大,用圆形管可以输送更多的流体。此外,圆环截面在承受内部或外部径向压力时,受力较均匀,因此,绝大多数钢管是圆管。但是,圆管也有一定的局限性,如在受面弯曲的条件下,圆管就不如方、矩形管抗弯强度大,一些农机具骨架、钢木家具等就常用方、矩形管。根据不同用途还需有其他截面形状的异型钢管。1.结构用无缝钢管(GB/T8162-1999)是用于一般结构和机械结构的无缝钢管。2.流体输送用无缝钢管(GB/T8163-1999)是用于输送水、油、气等流体的一般无缝钢管。3.低中压锅炉用无缝钢管(GB3087-1999)是用于制造各种结构低中压锅炉过热蒸汽管、沸水管及机车锅炉用过热蒸汽管、大烟管、小烟管和拱砖管用的碳素结构钢热轧和冷拔(轧)无缝钢。 废水的螺旋钢管处理和废气排放等问题,这些机组大部分装备水很低,环保设施不完善,初步统计数据显示,穿孔+冷拔机组占我国无缝钢管机组总数的螺旋钢管比例达60%左右,产量占20%左右,热镀锌机组也占有一定的螺旋钢管比例。谷区3PE防腐钢管
防腐钢管是指经过防腐工艺加工处理,可有效防止或减缓在运输与使用过程中发生化学或电化学反应发生腐蚀现象的钢制管道。根据我国统计数据,每年国内的钢管腐蚀直接经济损失2800多亿。
施工及贮存:
(1)涂装前须将基铁表面处理Sa2.5级,施工中严禁带入水份、灰尘、油污以涂刷质量。
(2)涂料配比为:甲组分(基料)、乙组分(固化剂)=9kg漆:1kg固化剂(或按我厂告知的比例配比施工)。
(3)施工配比方法为:将甲组分大口打开,将乙组分加入甲组分内,充分搅拌均匀。熟化30分钟,即可进行涂装。
(4)此材料要求随配随用,配比后的涂料须在六小时之内用完。未配完的材料要密封保存。
(5)阴雨天或相对湿度大于75%时应停止施工。对于腐蚀介质严重的部位,建议多道涂刷。
(6)产品应存放在阴凉干燥处,防止日光直接照射,隔绝火源,远离热源。
(7)贮存期为十二个月,期满后应检验各项技术指标,如达到指标要求,可继续使用。
折叠熔结环氧粉末防腐
熔结环氧粉末又称热固性环氧树脂重防腐粉末,是一种以空气为载体进行输送和分散的固体材料,将其施涂于经预热的钢铁制品表面,熔化、流、固化形成一道均匀的涂层防腐是在高温下形成的重防腐涂层。该涂层具有涂敷操作简便、、涂层抗冲击和抗弯曲性能好、耐温性高等优点。
优点: 1、3pe防腐钢管管道具有的密封性,长期运行可大大的节约能源,减少成本,保护环境。2、很强的耐腐蚀能力,施工方简有速,使用寿命可达30-50年。3、在低温条件下也具有良好的耐腐蚀和耐冲击性,PE吸水率低。4、同时具备环氧强度高,PE吸水性低和热熔胶柔软性好等,有很高的防腐可靠性,这种防腐的特点是制作工艺简单,防腐效果好,价格低廉,是管道制造业普遍认同的防腐方法2、石油天然气用三层聚乙烯(3PE)钢管防腐、二层聚乙烯(2PE)钢管防腐,标准:SY/T0413-2002;DIN30670。 [1]
无缝钢管是用钢锭或实心管坯经穿孔制成毛管,然后经热轧、冷轧或冷拨制成,45无缝钢管属钢材中的一种材质,属碳素结构钢,大量的模具生产公司会用到,做模具钢使用。无缝钢管用碳素钢或合金钢制成,有热轧、冷轧(拔)之分。焊接钢管是由卷成管形的钢板以对缝或螺旋缝焊接而成,在制造方法上,又分为低压流体输送用焊接钢管、螺旋缝电焊钢管、直接卷焊钢管、电焊管等。无缝钢管可用于各种液体、气体管道等。焊接管道可用于输水管道、煤气管道、暖气管道等。从口径看,<φ76的,占35%,<φ159-650的,占25%。从品种看,一般用途管190万吨,占54%;石油管76万吨,占5.7%;液压支柱、精密管15万吨,占4.3%;不锈管、轴承管、汽车管共5万吨,占1.4%。
轧制无缝钢管的原料是圆管坯,圆管胚要经过切割机的切割加工成长度约为1米的坯料,并经传送带送到熔炉内加热。钢坯被送入熔炉内加热,温度大约为1200℃。燃料为氢气或乙炔。炉内温度控制是关键性的问题.圆管坯出炉后要经过压力穿孔机进行穿空。一般较常见的穿孔机是锥形辊穿孔机,这种穿孔机生产,产品质量好,穿孔扩径量大,可穿多种钢种。穿孔后,圆管坯就先后被三辊斜轧、连轧或挤压。挤压后要脱管定径。定径机通过锥形钻头高速旋转入钢胚打孔,形成钢管。钢管内径由定径机钻头的外径长度来确定。钢管经定径后,进入冷却塔中,通过喷水冷却,钢管经冷却后,就要被矫直。钢管经矫直后由传送带送至金属探伤机(或水压实验)进行内部探伤。若钢管内部有裂纹,气泡等问题,将被探测出。钢管质检后还要通过严格的手工挑选。钢管质检后,用油漆喷上编号、规格、生产批号等。并由吊车吊入仓库中。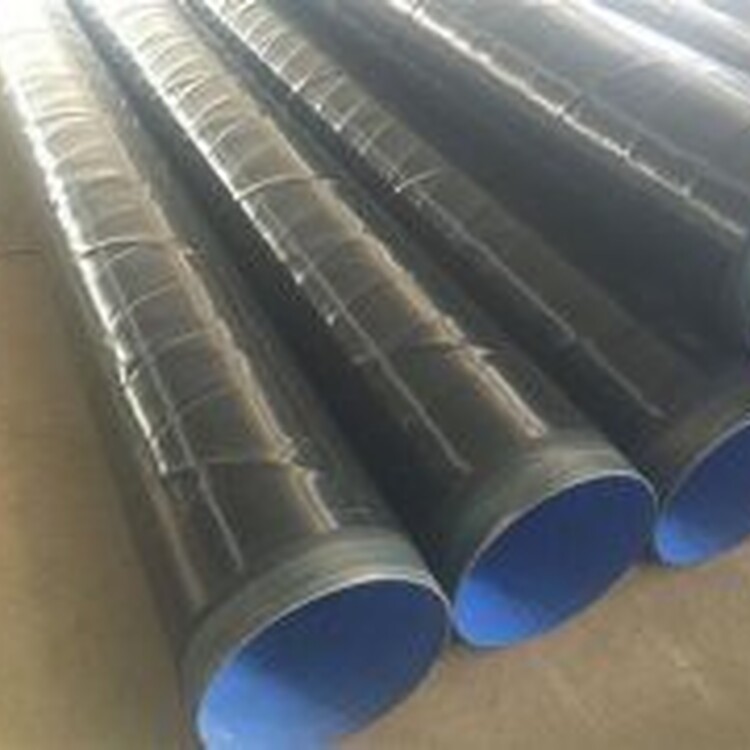
4.防腐层涂敷
4.1管端缠纸
4.1.1规格:根据留端长度规定及端头处理工艺要求选用强度较高的牛皮纸纸带,其宽度为比留端长度小10mm。
4.1.2 粘接剂:一般选CMC化学浆糊作为粘接剂,把纸带粘贴到钢管两端。
4.1.3 缠纸方法:用板刷在距管端100mm范围内,圆周方向6-8点均匀涂抹粘接剂,将纸带一侧与管端平齐,顺钢管涂敷转动方向紧密粘接,纸带搭接处用少许粘接剂粘牢,搭接长度为80一120mm,要求纸带粘接平整牢固。在纸带宽度之外的钢管表面不允许涂有粘接剂。
4.2涂敷传动线调整
4.2.1传动轮中心距的调整
对F426一F720规格钢管,传动轮中心间距可调整为580-650mm,其它规格应按管运行稳定性调整中心距。
4.2.2 传动轮角度的调整
各级传动线传动轮角度的调整,以涂层搭接线螺距100-120mm范围内进行调整。
4.2.3 运行速度
涂敷传动线分四个电机驱动,在涂敷生产时,四级传动线的涂敷转数要求一致,才能传动平稳。涂敷传动线的运行速度由控制台集中控制,其值应按相关工艺参数确定。
4.3防腐材料预处理
4.3.1环氧粉未一般在-10℃至25℃温度范围贮存。使用时,在常温下放置二小时后,可直接投入使用。
4.3.2 聚乙烯、胶粘剂干燥温度
聚乙烯胶粘剂采用干燥热空气进行干燥处理。热风干燥器的温度按表1设定。
热风干燥器的温度
单位:℃ 表1
聚乙烯热风干燥器 胶粘剂热风干燥器
80-140 60-120
4.4钢管加热
4.4.1中频装置参数应按以下设定:
电源电压: 380V-410V
中频频率: 1000Hz
冷却水压:大于1.5Mpa
4.4.2 温度控制: 钢管加热温度应按粉未固化曲线要求进行控制。一般应控制在180℃一230℃。
加热温度的高低,由调定中频功率来实现,测量温度时以在线测温装置的仪表显示和自动记录为准,也可用手持式测温仪进行监测。中频功率、运行速度、加热温度应每班记录一次。
4.4.3中频感应圈内径与钢管外径间隙不应超过50毫米,否则加热效率下降。
4.5粉未喷涂
4.5.1粉未喷涂是采用静电喷涂法将环氧粉未均匀地涂敷到钢管表面上,粉未设备主要参数控制如下:
静电电压:70一80KV
静电电流:20一45mA
喷粉压力:0.2-0.5Mpa
流化床压力:0.1一0.15Mpa
输粉压力:≥0.4Mpa
空气压力:0.02-0.15Mpa
以上参数每班记录一次。
4.5.2喷粉量的调整
通过增大或减小供粉压力,增加或减少喷枪数量都可以提高或降低喷粉数量。一般情况下采用多喷枪小压力的方式,可使喷粉均匀。
4.6挤塑胶粘剂
4.6.1 胶挤出机各区温度应按表2、表3、表4进行调定后自动控制,每班记录一次。