苏州中厚钢板切割加工-钢板下料轴承座
-
¥3880.00
及时发货
交易保障
卖家承担邮费
针对被切割钢材结构而言的,一般是指工业燃气和氧气混合燃烧并达到切割要求的温度,对钢材结构进行熔化、吹渣和分割的过程。目前所用的技术有火焰切割、水切割、等离子切割、数控切割等。常用的是火焰切割,它具有成本低,操作简便,技述成熟,使用广泛等特点,是目前工业中使用广泛的切割技述,火焰切割指利用工业然气与氧气混合燃烧火焰将被切割的金属加热到钢材的溶点,再释放出高压氧气流,使金属进一步剧烈氧化并将燃烧产生的熔渣吹掉形成切口的过程。目前使用的切割气主要有乙炔,丙烷,氢氧气,霞浦气,天然气等。乙炔具有污染严重、对工作人员伤割大、易回火、造等缺点,现在国家已明令淘汰使用。丙烷、氢氧气、霞浦气成本相对比较高。天然气切割是近几年发展起来的新技述,具有低碳环保、安全稳定、成本低廉、气源丰富等优点,是国家大力推广的技述,具有广扩的前景,普通天然气带氧燃烧的火焰温度达不到乙炔带氧燃烧的火焰温度,添加增温助燃添加剂(如神麒天然气增效剂等)与燃气发生络合反应,经崔化、活化、聚集热量之后才能实现天然气切割所要求达到的切割温度。在进行自动切割时,吊钢板至气割平台上,应调整钢板单边两端头与导轨的距离差在5mm范围内。在进行半自动切割时,应将导轨放在被切割钢板的平面上,然后将切割机轻放在导轨上。使有割炬的一侧面向操纵者,根据钢板的厚度选用割嘴,调整切割直度和切割速度。
切割速度直接影响到切割过程的稳定性和切割断面质量。如果想人为地调高切割速度来提高生产效率和用减慢切割速度来良好地改善切割断面质量,那是办不到的,只能使切割断面质量变差。 如果氧气纯度降低0.8%-1%,不仅切割速度下降15%-20%,同时,割缝也随之变宽,切口下端挂渣多并且清理困难,切割断面质量亦明显劣变,气体消耗量也随着增加。 数控零割切割件特点:具有切割面平整光洁、切边整齐、无需用户二次加工、正负公差吻合率高、可直接按技术尺寸安装使用等特点。 火焰切割设备的成本低并且是切割厚金属板一经济有效的手段。
根据板厚调整切割参数。一名有经验的火焰切割机操作工对预热时间的把握需要关注多个方面因素,例如切割板厚、切割燃气、切割速度、起火点位置等多种因素有关,综合多方面因素调整预热时间长短。在预热中。可根据实际预况,随时增、减预热时间的长短。同样。经修改后的预热时间将被记忆,下一次预热时。将按修改后的预热时间预热,为简化操作难度和操作控制,数控切割机对火焰切割预热时间可人为设置时间长短,具体操作是在数控系统后。选择火焰切割方式后,将预热时间以秒为单位输入数值。在确定其他切割设置之后,割将在位置点火预热。
【钢板加工种类】 可加工法兰盘、盲板、机械零部件加工、齿轮箱体、轴承座、轧钢机牌坊、减速箱体、钢结构加工件、基础环件、机床框架等特殊钢板半成品加工及整板销售。 可根据用户需求切割各种厚度钢板.仿形件、异形件、轧机牌坊、墙板、管板、立板、滑块、轴承座、法兰盘、圆盘等特殊异形构件下料。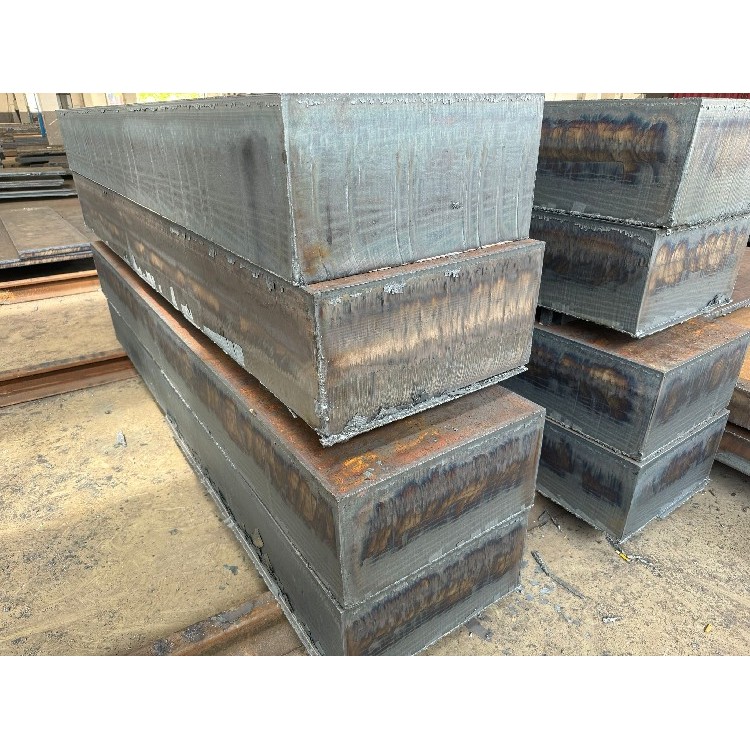
火焰切割是一种常用的切割厚钢板的经济有效的手段,它切割设备成本低廉。能切割厚达1.2米的钢板。 火焰切割传统的是使用乙炔气切割,后来用丙烷,现在出现了天然气切割。 不同燃料所能达到的温度也不一样:乙炔-氧气火焰温度3000-3300度、丙烷-氧气火焰温度在2000-2850度、液化气-氧气在2000-2750度。 火焰切割是利用气体火焰将钢板预热到钢铁的燃点(约1300℃左右),然后再喷射高压氧气流,使钢板发生剧烈的氧化(燃烧),形成氧化物(熔渣)并被高压氧流吹走,并释放出热量。所放出的热量又进一步预热下一层金属,使其达到熔点。 金属的气割过程,就是预热、燃烧、吹渣的连续过程,其实质是金属在纯氧中燃烧的过程,而不是熔化过程。
钢板数控切割加工件主要用于机械制造、造船、钢结构和模具加工等行业,可根据用户需要提供成品以及半成品加工。实现从产品图纸——钢板采购——钢板切割——钢板加工——钢板运输配送一站式服务,从而大限度的为客户节省人力物力,实现其原材料零库存和减少资金积压与减少设备投入的目的。